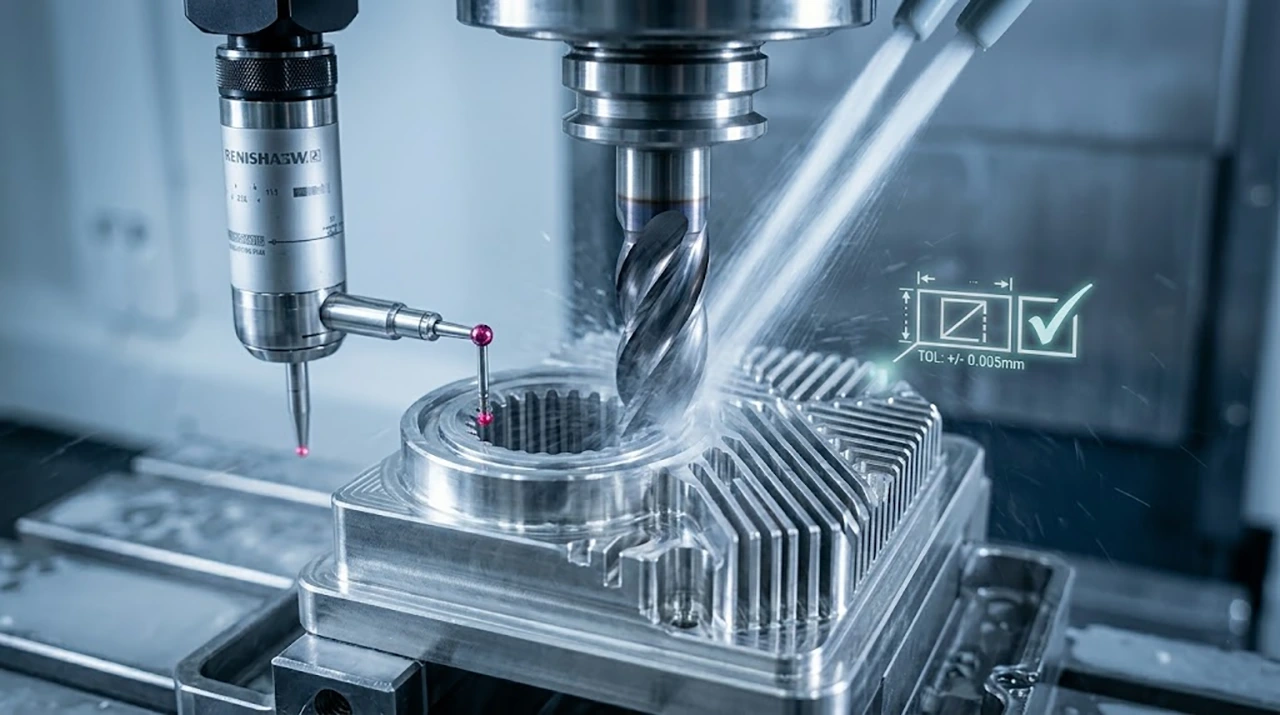
Look at any modern aerospace or medical device blueprint, and you will see a terrifying trend: engineers are consistently calling out tolerances of ±0.01mm (roughly ±0.0004″) on Ti-6Al-4V components.
In softer metals like aluminum or brass, holding a ten-micron tolerance is standard work for a decent machinist. But titanium is a completely different beast. When purchasing managers blindly send these prints to a standard machine shop, the parts often come back in one of two conditions: physically out of tolerance, or covered in blue and purple burn marks, indicating severe structural degradation.
At BOONA, we do not believe in hoping for the best. If you are looking for a reliable Grade 5 titanium CNC supplier, here is the unfiltered, shop-floor science behind how we hit ±0.01mm dead-on, without introducing a single degree of thermal damage to your parts.
The Enemy of ±0.01mm: Thermal Expansion and the “Hot Measure” Trap
The main reason standard shops fail at extreme titanium machining tolerances is that they treat the alloy like steel. They ignore the thermal physics.
Titanium is a thermal insulator. It has a dismal thermal conductivity of roughly 6.7 W/m·K. When the carbide cutter shears the metal, the heat does not transfer into the chip to be carried away. Instead, it blasts straight into the cutting tool and, more dangerously, into the localized surface of the part itself.
This creates the “Hot Measure” trap. A machinist runs a finishing pass, opens the machine doors, and probes the part. The micrometer reads exactly perfectly. But because the localized surface of the titanium absorbed massive heat during the cut, the metal has temporarily expanded. Overnight, the part cools down to room temperature on the inspection bench. It shrinks. By the time it hits the Coordinate Measuring Machine (CMM), your ±0.01mm tolerance is completely blown.
Worse yet, uncontrolled heat leads to Ti-6Al-4V heat damage. If the surface temperature gets too high, titanium reacts with oxygen to form an “alpha-case”—a brittle, oxygen-enriched surface layer that causes micro-cracking and catastrophic failure in fatigue-critical aerospace environments.
Engineering the Setup for Extreme Precision
You cannot hold ten microns in a dirty, fluctuating environment. Before the spindle even turns, two things must be absolute:
1. Heavy-Casting Machine Rigidity
Lightweight CNC machines flex under the cutting pressure required for titanium. We only run Grade 5 on heavy, box-way cast iron machines equipped with active thermal compensation. Our spindles feature independent chiller systems. If the machine spindle thermally expands by even a few microns during a 4-hour cutting cycle, it destroys the tolerance.
2. Strict Climate Control
A shop floor that swings from 18°C in the morning to 28°C in the afternoon cannot hold ±0.01mm. It is physically impossible; the material and the machine will both grow and shrink throughout the day. Our precision cells operate in strictly climate-controlled environments.
The Zero-Heat Cutting Matrix
To prevent thermal expansion and alpha-case formation, we have to manipulate the cutting physics. Here is the baseline parameter logic our programmers use to produce flawless precision titanium parts:
| Machining Variable | The “Standard Shop” Mistake | Our Precision Standard | Why It Holds ±0.01mm |
| Coolant Pressure | 30 – 50 PSI Flood Coolant | 1,000+ PSI Through-Spindle HPC | Standard coolant boils into a steam barrier on titanium. HPC shatters the vapor barrier, aggressively pulling heat out of the cutting zone before it enters the part. |
| Surface Footage (SFM) | 200+ SFM | 100 – 130 SFM | Drastically lowering the cutting speed reduces the raw friction that causes thermal expansion and tool burn. |
| Chip Load (IPT) | Micro-stepping (Rubbing) | Aggressive Shearing Load | If you feed too slowly, the tool rubs the metal instead of cutting it, generating massive heat. A heavier chip load forces the tool to shear the metal cleanly. |
| Radial Engagement (Ae) | 30%+ Step-over | Under 10% Dynamic Milling | Low radial engagement means the cutting edge spends more time cooling in the air than it does buried in the metal, preventing heat buildup. |
The Metrology Reality: The Thermal Soak
How do we prove we hit the number? We respect the thermal soak.
When a tight-tolerance titanium part comes off our 5-axis mills, it does not go straight to the shipping department. It goes into our metrology lab, where it sits on a granite surface plate to normalize to exactly 20°C (68°F). We call this the thermal soak.
Only after the internal temperature of the metal has completely stabilized do we run the final CMM inspection routines. This guarantees that the measurement we record in our facility is the exact same measurement your incoming QC team will see when they unpack the crate.
Do Not Compromise on Critical Tolerances
Hitting ±0.01mm without heat damage requires a shop that understands metallurgy just as well as they understand G-code. It demands rigid machines, high-pressure coolant, and machinists who refuse to rush the thermal realities of the metal.
If your current suppliers are returning parts with burned surfaces, blueing, or blown dimensions, it is time to upgrade. Review our extensive Custom CNC Machining capabilities, or visit our dedicated Titanium CNC Machining Services page to see our full technical scope.
Stop risking your assembly line on shops that guess. Send your 3D CAD files and 2D drawings to the engineering team at BOONA today, and we will provide a comprehensive Design for Manufacturability (DFM) review and a reliable quote.
FAQs
Why do my supplier’s inspection reports say the part is in tolerance, but our incoming QC rejects it?
You are experiencing the “Hot Measure” trap. If your supplier machines a thin titanium housing and probes it while it is still clamped in the machine, it will read perfectly. But that part just absorbed a massive amount of localized heat during the cut—it is temporarily swollen. They ship it, it cools down in transit, and it shrinks. We prevent this by mandating a 20°C (68°F) thermal soak in our metrology lab before running any final CMM reports.
Does High-Pressure Coolant (HPC) really make a difference, or is it just a buzzword?
It is the difference between a flight-ready part and a scrapped billet. When standard 30-PSI flood coolant hits a 500°C titanium cutting zone, it instantly boils, creating a vapor barrier (a blanket of steam) around the tool. The coolant never actually touches the cut. 1,000+ PSI HPC acts like a physical hammer, shattering that vapor barrier to force chilled coolant directly into the cut, stopping heat before it enters your part.
How can I visually tell if my titanium parts have suffered heat damage?
The most obvious sign is discoloration. If your newly machined titanium parts have blue, purple, or yellowish straw-colored staining, they got way too hot. However, severe work-hardening can happen even without color changes. If a feature feels “glass-hard” to a file or if subsequent tools chatter violently when touching that surface, the microstructure has been compromised.
Can you just polish or tumble the part to remove alpha-case heat damage?
Absolutely not. Alpha-case is not a cosmetic surface stain; it is a structural, oxygen-enriched embrittlement of the titanium itself. Polishing or aggressively tumbling the part might make it look pretty, but it just hides the evidence of a compromised component that could suffer fatigue failure in the field. The only true fix is machining it right the first time so alpha-case never forms.
To hit a ±0.01mm tolerance, why don’t you just take microscopically small, slow cuts?
Because “babying” the cut destroys titanium. If you feed the tool too slowly with a tiny chip load, the cutting edge rubs the material instead of shearing it. That rubbing generates pure friction, instantly work-hardening the surface and injecting heat into the part. To hit ±0.01mm, we actually use an aggressive chip load (to force a clean shear) while drastically dropping the spindle speed (to lower overall friction).


