Let’s skip the textbook definitions. When mechatronics engineers come to me looking to shave weight off a new housing, drone chassis, or bracket, the conversation almost always boils down to one highly debated topic: Aluminum vs magnesium CNC machining for lightweight parts.

With over two decades of experience in the custom parts industry, I’ve run thousands of iterations of both metals through our mills. Both have their absolute right place at our precision CNC machining & prototyping center in Shenzhen. However, making the wrong call on your material spec can wreck your project’s budget, delay your launch, or—in the case of magnesium—create severe safety hazards if your manufacturing partner isn’t prepared.
Let’s look at how these two materials actually perform when the spindle starts turning.
The Raw Numbers: AZ31B vs. 6061
Before we talk about chip formation and tool wear, we have to look at the baseline mechanics. Here is how our most commonly requested magnesium grade (AZ31B) stacks up against the industry workhorse aluminum (6061):
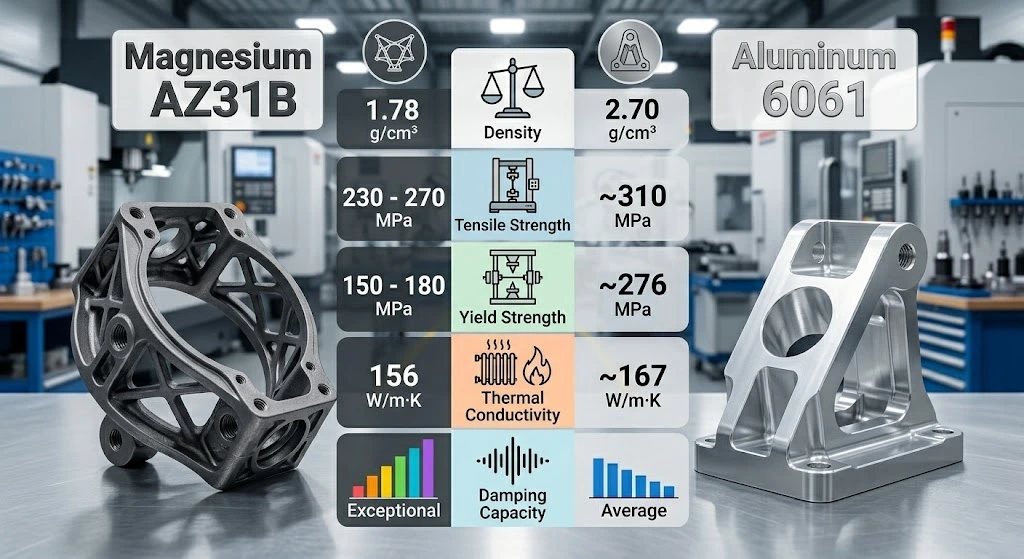
| Spec | Magnesium (AZ31B) | Aluminum (6061) |
| Density | 1.78 g/cm³ | 2.70 g/cm³ |
| Tensile Strength | 230 – 270 MPa | ~310 MPa |
| Yield Strength | 150 – 180 MPa | ~276 MPa |
| Thermal Conductivity | 156 W/m·K | ~167 W/m·K |
| Damping Capacity | Exceptional | Average |
The takeaway here: Magnesium is roughly 33% lighter than aluminum. If you are designing something that has to fly, be carried all day, or accelerate rapidly, that weight saving is massive. You trade off a bit of ultimate tensile strength, but for many structural enclosures, AZ31B is more than strong enough.
Machinability & Shop Floor Reality
This is where the theoretical specs meet reality. On the machine, these metals behave like completely different animals.

Running Aluminum: Aluminum alloys like 6061 and 7075 are incredibly forgiving. They are the bread and butter of rapid prototyping because they are predictable. We can push the feed rates hard, though you always have to keep an eye out for built-up edge (BUE) on the tooling, which we manage with standard water-soluble coolants. It’s a highly efficient, high-yield process.
Running Magnesium: Here is the truth about magnesium—it cuts like absolute butter. The cutting force required is incredibly low, meaning we can run spindle speeds and feed rates that would snap tooling if we were cutting aluminum. The chips break cleanly, and tool life is fantastic.
But there is a massive catch: Magnesium is highly flammable.
You cannot run standard water-based coolants when milling magnesium; the chips will ignite at high temperatures, and adding water to a magnesium fire only makes it violently worse. Machining custom CNC machined magnesium parts requires specialized water-free mineral oil coolants, aggressive dust extraction, and a shop floor strictly trained in Class D fire protocols. Never send a magnesium job to a shop that treats it like “just another metal.”
Corrosion and the Post-Machining Nightmare
If there is one area where aluminum wins hands-down, it’s corrosion resistance.
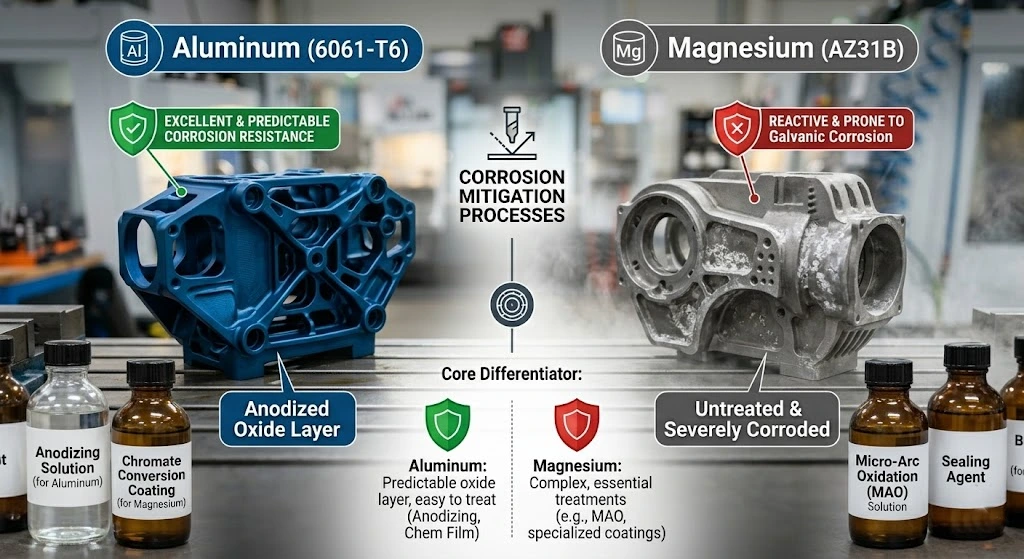
Aluminum naturally forms a protective oxide layer. You can throw it into a Type II or Type III hardcoat anodizing bath, and it comes out looking brilliant and highly resistant to the elements. It’s cheap, reliable, and looks great.
Magnesium, on the other hand, will corrode just looking at it funny. It is highly reactive and prone to galvanic corrosion. The moment an AZ31B part comes out of the machine and is cleaned, it needs surface treatment. We typically rely on micro-arc oxidation (MAO), chromate conversion coatings, or specialized sealing treatments. If your design involves magnesium touching other metals (like steel fasteners), you have to design in strict isolation layers, or the magnesium will literally eat itself away over time.
Sourcing and Lead Times
Aluminum bar and plate stock is available everywhere, in nearly any dimension you could ever need. This makes it incredibly fast and cheap to source for quick-turn prototypes.
Magnesium requires a bit more supply chain muscle. The raw material costs are generally higher, and the available stock sizes are more limited. However, because magnesium machines so much faster than aluminum, the reduced spindle time often offsets the higher raw material cost when you get into larger production runs.
The Final Call for Your Design
So, which one belongs on your 2D drawings?
-
Stick with Aluminum if: You need a high-strength, highly corrosion-resistant part that is easy to source, cheap to prototype, and simple to finish. It is the reigning champion for 90% of custom mechatronics parts.
-
Pivot to Magnesium if: Weight is your absolute most critical constraint, or if your part needs superior vibration damping (like high-end optics housings or drone gimbals). Just ensure you account for the necessary surface treatments in your budget.
Getting a product to market fast requires avoiding these material traps early on. If you’re currently weighing these options for an upcoming assembly, send over your STEP files. We can run a quick DFM review and give you a straight answer on whether magnesium is actually worth the investment for your specific geometry.
FAQs
Is magnesium really that much more expensive to machine than aluminum?
Yes and no. If you strictly look at the material invoice, magnesium block (like AZ31B) usually costs more upfront than standard 6061 aluminum. But here’s the catch: magnesium cuts unbelievably fast. It requires way less cutting force, which means we save a ton of spindle time. If you have a complex part with a lot of material removal (like a deeply pocketed housing), the money you save on machining time often cancels out the higher raw material cost.
Can I hold the same tight tolerances on magnesium as I do on aluminum?
Absolutely. In fact, in some cases, it’s actually easier. Because magnesium cuts so smoothly, we deal with significantly less tool deflection and part vibration on the mill. Hitting +/- 0.01mm on custom CNC machined magnesium parts is something we do all day long. The main thing we have to watch is thermal expansion, but a skilled machinist knows how to compensate for that.
I’ve seen the YouTube videos. Is magnesium a massive fire hazard, and will that delay my prototype?
Magnesium dust and thin chips are highly flammable, and yes, if a shop treats it like aluminum and blasts it with water-based coolant, it’s a disaster waiting to happen. But for a shop set up properly? It’s just another Tuesday. We run dedicated machines with water-free mineral oil coolants and specialized extraction systems. Because we have these strict Class D fire protocols already in place, it doesn’t delay your lead times at all. We still turn these parts around in 3 to 5 days.
Can I just send my magnesium parts out for standard anodizing like I do with aluminum?
Please don’t. Standard aluminum anodizing baths will ruin a magnesium part. Magnesium is highly reactive. If you leave a bare, freshly machined magnesium part sitting on your desk in a humid office, it will start to pit and corrode. Right after machining, we immediately apply specific treatments—usually Micro-Arc Oxidation (MAO) or a chromate conversion coating. You have to seal it immediately.
If I swap my design from 6061 aluminum to AZ31B to save weight, do I need to make the walls thicker?
It depends on your load case, but often, yes, just a little bit. AZ31B has a slightly lower yield strength than 6061 (around 150-180 MPa vs. 276 MPa). If your current aluminum part is already pushed to its absolute structural limit, you might need to add a bit of wall thickness or beef up the ribbing. However, because magnesium is 33% lighter, you can thicken those walls by 10-15% and still walk away with a significantly lighter final assembly.


