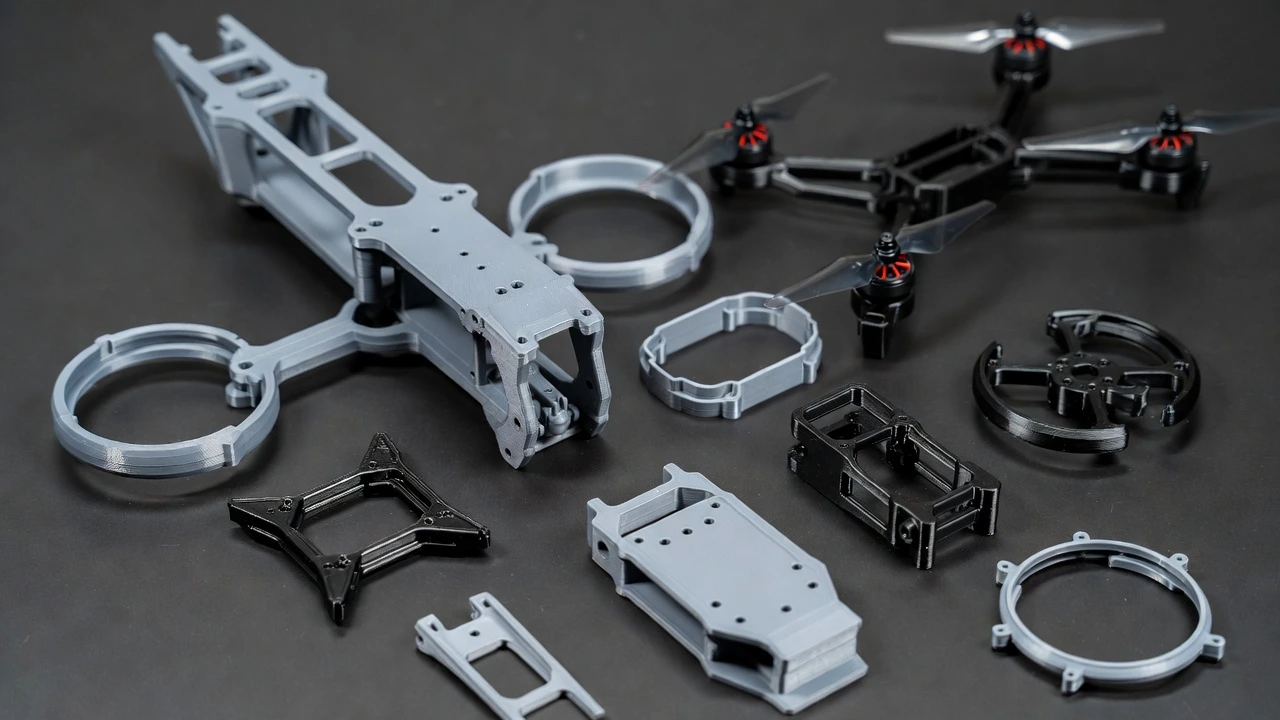
I spend half my week reviewing CAD files for commercial drones, and the story is almost always the same. The aerodynamics are brilliant, the sensor payload is cutting-edge, but the chassis is 30% overweight.
In UAV (Unmanned Aerial Vehicle) design, gravity is a ruthless auditor. Every excess gram you bolt onto a motor mount or camera gimbal directly penalizes your flight time and battery efficiency. For years, hardware teams were trapped between two bad options for their structural components: machine them out of aerospace aluminum (which is strong but heavy and expensive) or print them using standard FDM plastics (which are light but notoriously brittle).
If you are currently trying to strip weight out of a drone assembly without sacrificing structural integrity, it is time to stop looking at legacy methods and understand the mechanics of Multi Jet Fusion (MJF).
The Z-Axis Problem with Legacy Printing
The hard truth about traditional extrusion-based 3D printing (FDM) is that it has no place in load-bearing aerospace applications. FDM parts suffer from severe anisotropy—they are relatively strong across the X and Y planes, but incredibly weak along the Z-axis where the melted layers bond. When a drone rotor hits a sudden crosswind or suffers a hard landing, those vibrational shear forces will violently delaminate an FDM-printed arm right at the layer lines.
HP’s Multi Jet Fusion process bypasses this entirely. By using fusing and detailing agents over a bed of fine nylon powder, bonded by infrared energy, the resulting part is nearly isotropic. It behaves much more like a solid, molded piece of plastic. It can take a multidirectional beating.
When I sit down with procurement teams to justify the switch to industrial 3D printing services, I usually just show them the density-to-yield math. Here are the baseline parameters we look at:
| Material / Process | Density (g/cm³) | Z-Axis Tensile Strength | Impact Resistance | Best Drone Application |
| MJF Nylon PA 12 | 1.01 | 48 MPa | High | Sensor enclosures, battery housings, lattice drone arms. |
| FDM ABS Plastic | 1.04 | ~22 MPa (Weak) | Low | Desk models and visual fit-checks only. |
| CNC Aluminum (7075-T6) | 2.81 | 572 MPa | Extreme | Internal motor cores; too heavy for outer chassis parts. |
At roughly one-third the weight of aluminum, MJF Nylon PA 12 provides more than enough tensile strength to secure high-dollar camera payloads while drastically extending battery life.
Designing for Powder: Lattices and Consolidation
You cannot just take a blocky, CNC-optimized CAD file, print it on an MJF machine, and expect a miracle. To actually shed weight, you have to design for the process.
Because MJF relies on a bed of unsintered powder that supports the part as it prints, you don’t have to design around ugly, wasteful support structures. This unlocks “Topology Optimization.” You can let software algorithms strip away solid plastic from low-stress areas, replacing solid infills with intricate, mathematical lattice structures.
Furthermore, you can consolidate parts. Instead of designing a camera mount that requires four separate pieces and heavy steel fasteners, you can combine them into a single, seamless, lightweight MJF print.
Bridging the Gap to Production
A massive financial trap for hardware startups is committing to custom injection mold tooling before the drone’s aerodynamics are truly locked in. If you cut steel and then realize your motor mounts vibrate too much, you just burned $20,000.
MJF completely eliminates tooling costs, making the unit economics exceptionally flat. If you need to run a batch of 100 units for field testing, utilizing MJF for low-volume manufacturing is the smartest capital allocation you can make. You can iterate the CAD file between every single batch without a financial penalty until the design is flawless.
The Reality of Hybrid Assemblies
Of course, a drone isn’t made entirely of nylon. Your lightweight MJF chassis still has to mate perfectly with high-torque brushless motors and precision-machined metal gimbals. If the plastic warps, the metal components won’t align, and the drone fails.
This is why your supply chain matters. If you need an MJF housing to seamlessly fit a precision CNC machined internal bracket, you need a manufacturing partner that doesn’t just treat 3D printing like a toy. You need facilities operating strictly under ISO 9001 standards, capable of providing hard First Article Inspection (FAI) reports and CMM dimensional verifications.
Overseas manufacturing is often derailed by miscommunication on these exact tolerances. Top-tier prototyping centers, like BOONA, have solved this by offering highly technical project coordination across multiple languages—including Spanish, Russian, Portuguese, and Arabic—ensuring that complex geometric requirements are executed exactly as intended, regardless of where your engineering team is based.
If your current drone iteration is missing its payload targets due to excess weight, stop trying to aggressively mill out aluminum. Have a manufacturing engineer look at your STEP files. I highly recommend that you contact their engineering experts for a free DFM review to see exactly how much weight an MJF redesign can shave off your chassis.
FAQs
How do I securely mount high-torque brushless motors to an MJF plastic arm?
Whatever you do, do not cut threads directly into the raw nylon. The high-frequency vibration from a drone motor will strip out plastic threads within your first five flights. Instead, design your CAD with slightly undersized smooth holes and use brass heat-set inserts. Because MJF PA 12 is a thermoplastic, it handles the localized heat from an insertion iron beautifully, allowing the plastic to melt and flow around the knurling of the brass insert. Once it cools, you have a rock-solid, metal-to-metal mounting point that won’t vibrate loose.
Is MJF PA 12 waterproof? What happens if the drone lands in wet grass?
Straight out of the printer, MJF parts have a matte, slightly textured surface that is inherently porous. If left raw, the nylon will absorb moisture from high humidity or wet landings, which can slightly alter the part’s weight and dimensional tolerances. If your UAV requires weatherproofing or IP-rated sealing, you must explicitly request vapor smoothing or a specialized polyurethane coating during your post-processing order. Vapor smoothing physically melts the outer microscopic layer of the plastic, sealing the pores and making it highly water-resistant.
If carbon fiber is stronger, why wouldn’t I just use that instead of 3D printing?
Carbon fiber is the undisputed king for simple, flat, 2D geometries—like cutting a basic “X” frame out of a pre-preg sheet. But carbon fiber fails miserably when you need complex 3D shapes. If you are designing an aerodynamic motor pod, a snap-fit battery enclosure, or an enclosed 3-axis camera gimbal, tooling up custom carbon fiber molds will cost a fortune and take months. The smartest engineering teams use a hybrid approach: they use flat CNC-cut carbon fiber for the main structural struts, and use MJF to print all the complex, lightweight geometric mounts that bolt onto that frame.
Can MJF hold a tight enough tolerance for a bearing press-fit?
If you are trying to press-fit a high-speed rotor bearing directly into an as-printed MJF pocket, you are going to have a bad time. While MJF is incredibly accurate for additive manufacturing (typically holding ±0.3mm depending on part size), a true mechanical press-fit requires CNC-level precision (±0.01mm). The standard industry workaround is to design your MJF bearing pocket about 0.5mm undersized. Once the part is printed, the factory performs a fast, secondary CNC reaming operation on that specific hole to hit the exact ±0.01mm tolerance required for the bearing.
Does MJF plastic shatter upon impact like standard 3D prints?
No, and this is exactly why it is replacing SLA and FDM in aerospace. Standard resin (SLA) prints are brittle and shatter like glass when they hit the pavement. MJF Nylon (especially PA 11 and PA 12) has excellent ductility and elongation at break. In the event of a crash, an MJF drone arm is much more likely to bend, flex, or deform under the kinetic energy rather than exploding into sharp shrapnel. This impact resistance is critical for protecting the expensive batteries and optical payloads housed inside the chassis.


