As a manufacturing engineer, one of the most frequent points of failure I see when hardware startups rely on cut-rate, unverified suppliers is catastrophic oxidation. We frequently rescue projects where a company spent months perfecting their CAD, only to open a shipping crate from a cheap factory and find their newly milled carbon steel brackets seized by red iron oxide because proper surface treatments were skipped to save a few pennies.
A perfectly toleranced metal component is entirely useless if it oxidizes before it ever sees a customer. Raw metal—especially carbon steel, iron, and standard aluminum alloys—is highly reactive. If your goal is to permanently prevent rust on CNC machined parts, you cannot treat surface finishing as a post-production afterthought. It must be engineered into your tolerances from day one and executed by a certified manufacturing partner.
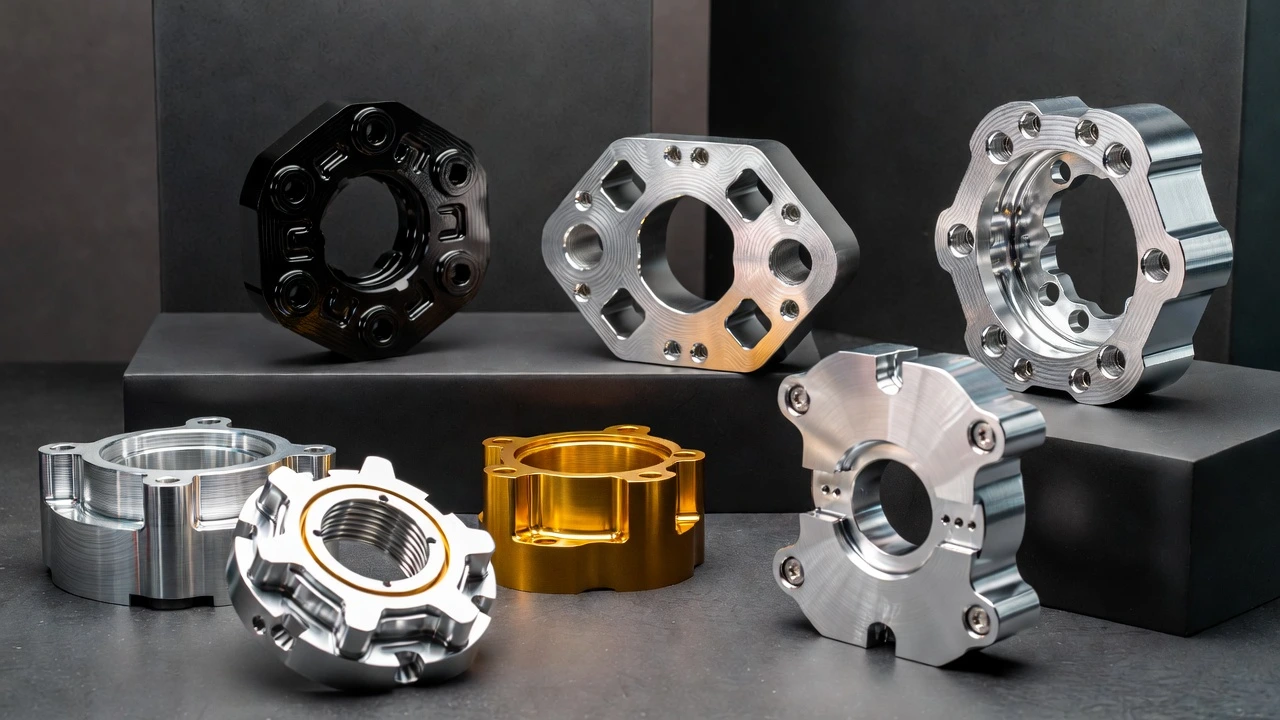
Here is a pragmatic look at the most effective anti-corrosion finishes, how they secretly alter your dimensions, and how expert facilities ensure your parts survive extreme operating environments.
The Dimensional Trap of Coatings
Before we even look at chemical baths, we have to address the most common mistake hardware teams make: ignoring coating thickness.
If you design a precise bearing pocket and have a factory machine it to a strict ± 0.01 mm tolerance, you will ruin that part if you subsequently apply a heavy 0.05 mm powder coat. The bearing will never fit, and the part is dead on arrival. You must calculate the added thickness of your chosen finish before you send the file to your precision CNC machining service provider.
Here is the baseline data professional engineers use when specifying anti-corrosion surface treatments:
| Surface Finish Process | Base Metal | Added Thickness (mm) | Salt Spray Resistance | Best Engineering Application |
| Black Oxide | Steel / Iron | 0.001 – 0.002 | Low (Must be oiled) | Internal gears and tooling where dimensional changes are strictly prohibited. |
| Zinc Plating (Clear/Yellow) | Steel | 0.005 – 0.012 | Medium (96 – 200 hrs) | Cost-effective protection for internal chassis fasteners and brackets. |
| Electroless Nickel Plating | Steel / Brass | 0.002 – 0.025 | High (500+ hrs) | High-wear marine or oil environments; coats deep blind holes evenly. |
| Type II Anodizing | Aluminum | 0.005 – 0.025 | High (336+ hrs) | Consumer electronics housings, drone arms, and standard enclosures. |
| Type III Hardcoat Anodizing | Aluminum | 0.025 – 0.050 | Extreme (1000+ hrs) | Aerospace structural components and high-friction tactical gear. |
Specific Strategies for Steel and Iron
Carbon steel is notoriously susceptible to rapid oxidation. To protect it, the industry generally relies on two distinct chemical strategies rather than generic paints:
1. Sacrificial Coatings (Zinc Plating)
Galvanization or zinc plating is the standard, most economical way to protect steel. It works as a sacrificial anode. In plain English: the zinc layer is designed to actively absorb the corrosive elements and rust before the underlying steel does. It is excellent for internal components that won’t be exposed to extreme weather.
2. Barrier Coatings (Electroless Nickel)
Standard electroplating has a fatal flaw: the electrical current causes the plating to pool heavily on the sharp edges of a part while leaving deep pockets and blind holes dangerously thin. Electroless Nickel Plating (ENP) solves this by using an autocatalytic chemical reaction without electricity. This deposits a perfectly uniform layer of nickel-phosphorus across the entire part, regardless of geometric complexity. If your part operates outdoors or in harsh industrial fluids, ENP is the gold standard.
The Aluminum Corrosion Myth
A dangerous myth among junior engineers is that aluminum is immune to the elements. While it doesn’t form red iron oxide (“rust”), bare aluminum will aggressively pit and form a chalky, white aluminum oxide when exposed to moisture and salt.
The ultimate defense for aluminum is anodizing. Instead of painting a layer over the metal, high-end factories use an electrochemical bath to thicken the aluminum’s naturally occurring oxide layer. Because the finish is literally integrated into the molecular structure of the material, it will never flake, peel, or chip under stress.
Why Your Supply Chain Partner Matters
Specifying a high-end coating on a 2D drawing is easy; actually getting a factory to apply it correctly is an entirely different battle. A cheap, poorly prepped coating job from an unverified supplier will inevitably fail in the field, taking your brand’s reputation down with it.
When you evaluate a manufacturing partner, you need absolute transparency regarding their surface finishing options. At BOONA Prototypes, we back up our processes with hard data. For critical components, we provide detailed Salt Spray Test Reports and CMM dimensional verifications to prove that the coating thickness didn’t compromise your functional tolerances.
Furthermore, executing complex finishing standards (like MIL-A-8625 for anodizing) requires flawless communication. We actively eliminate the risk of translation errors by providing robust technical project management in multiple languages—including Spanish, Russian, Portuguese, and Arabic. This ensures that your strict ASTM or ISO coating standards are executed perfectly, regardless of where your engineering team is based.
If you are dealing with premature oxidation on your hardware, stop guessing with generic surface treatments and unverified suppliers. I highly recommend that you contact our engineering team today for a free Design for Manufacturability (DFM) review. We will help you match the exact right anti-corrosion finish to your CNC parts before you cut any metal.


