PEEK is not the plastic most engineers choose first.
In many projects, the first idea is usually aluminum, POM, nylon, PTFE, or another easier material. PEEK often comes into the discussion later, after the part has to survive higher temperature, chemical exposure, repeated cleaning, tighter dimensional control, or electrical insulation requirements.
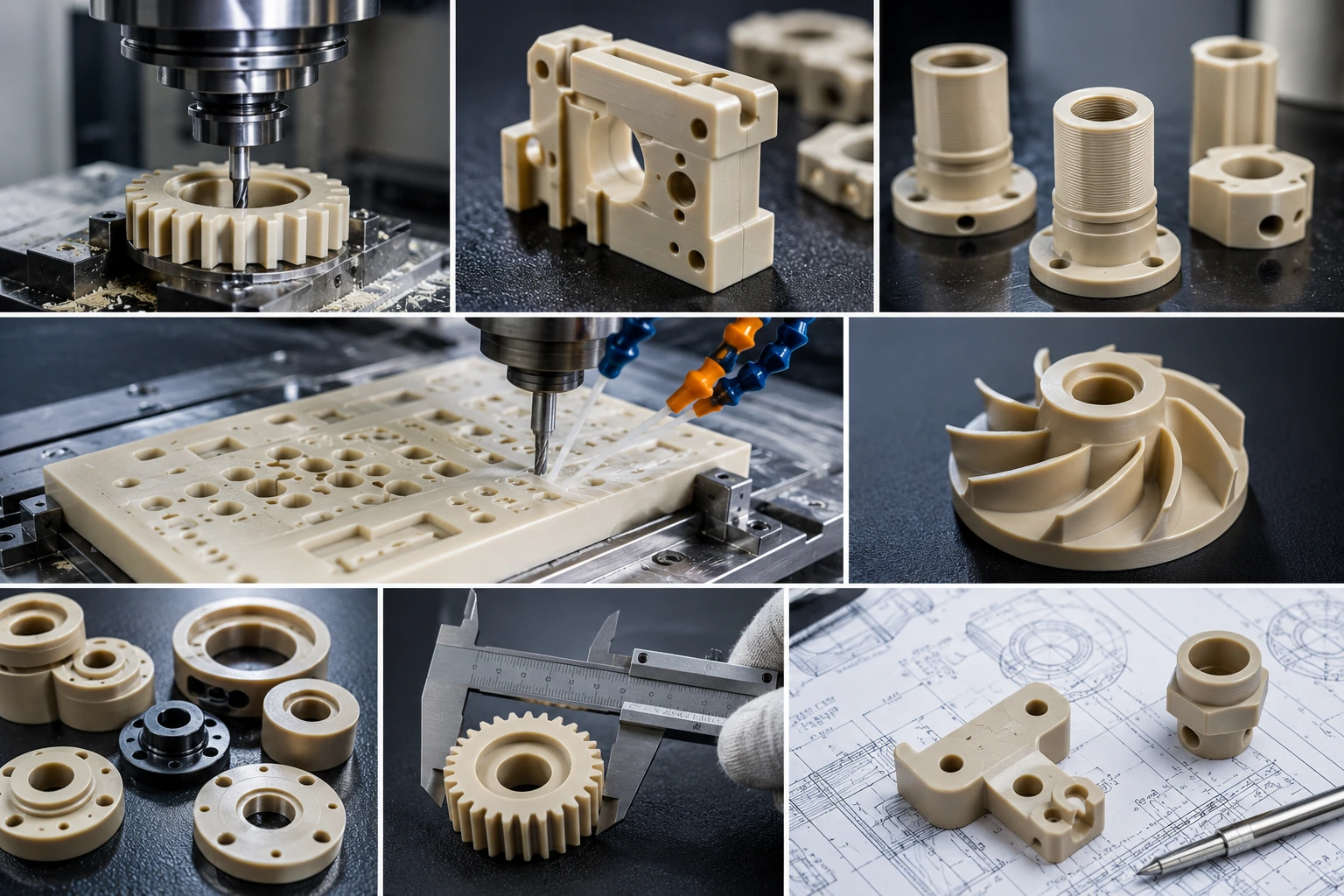
That is why PEEK CNC machining is usually connected with serious engineering parts, not simple plastic covers.
A PEEK part may be used inside semiconductor equipment, a medical device, an aerospace assembly, a test fixture, an electrical insulation block, a high-temperature guide, or a wear component. In those applications, the material is selected because failure would be expensive.
But PEEK also creates a practical problem: the raw material is costly, and machining mistakes are not cheap. A wrong fixture, a dull tool, or a thin-wall design that moves after machining can waste both material and time.
For high-precision custom PEEK parts, the goal is not only to make the geometry. The goal is to keep the part stable after machining, protect critical features, and avoid unnecessary scrap.
For projects that need PEEK CNC machining services, the design and machining plan should be discussed before cutting the stock, not after the first sample moves out of tolerance.
Why CNC Machining Is Often Better Than Molding at the Early Stage
PEEK can be injection molded, but molding is not always the right starting point.
If the design is still changing, mold cost can become a problem. If only 5, 20, or 100 parts are needed, machining from PEEK stock is often more practical. If the customer needs real material behavior for testing, CNC machining is usually more useful than a plastic print that only checks the shape.
That is where custom CNC machining services make sense.
CNC machining is especially useful when the part needs:
- accurate holes and slots
- tight mating features
- threaded holes or inserts
- flat mounting surfaces
- low-volume production
- fast design changes
- real PEEK material testing
- no injection mold investment
For a simple appearance model, 3D printing may be enough. For a functional PEEK prototype that will be assembled, measured, heated, cleaned, or tested, CNC machining is usually the better route.
PEEK Material Properties That Matter in Machining
PEEK is valued because it keeps useful mechanical properties in conditions where many common plastics become unstable. The exact numbers depend on grade, supplier, and filler type, but the general performance range explains why engineers use it.
| Property | Common Reference Range | Why It Matters |
|---|---|---|
| Continuous service temperature | About 250°C | Useful for hot equipment and high-temperature assemblies |
| Melting point | About 343°C | Helps the material stay stable under heat |
| Tensile strength, unfilled PEEK | About 90–100 MPa | Supports functional mechanical parts |
| Moisture absorption | Low | Helps dimensional stability |
| Chemical resistance | High | Useful in medical, chemical, and semiconductor environments |
| Electrical insulation | Good | Useful for test sockets, insulators, and fixtures |
The important point is this: “PEEK” is not one single material choice.
Natural PEEK, black PEEK, glass-filled PEEK, carbon-filled PEEK, and bearing-grade PEEK can behave differently. Filled grades may be stiffer or more wear-resistant, but they may also machine differently and wear tools faster.
So when asking for custom PEEK CNC machined parts, do not write only “PEEK” on the RFQ. Write the grade if you know it. If you do not know the grade, explain the working temperature, load, chemical exposure, wear condition, and inspection requirement. That helps the supplier recommend the right starting point.
Where PEEK CNC Machined Parts Are Commonly Used
PEEK is usually selected for parts that have a real job, not decorative parts.
In medical equipment, it may be used for instrument components, insulating blocks, or sterilization-resistant parts. In semiconductor equipment, it may be used for chemical-resistant fixtures, wafer handling parts, or non-metallic supports. In electronics, it may be used for test sockets and insulating plates. In machinery, it may be used for bushings, guides, rollers, or sliding parts.
Typical PEEK plastic machining service applications include:
| Industry | Common PEEK CNC Parts |
|---|---|
| Medical devices | Instrument parts, insulating blocks, sterilizable components |
| Semiconductor equipment | Chemical-resistant fixtures, wafer handling parts, sensor holders |
| Electronics | Test sockets, connector bodies, insulating plates |
| Aerospace | Lightweight brackets, bushings, clamps, insulation parts |
| Robotics | Wear pads, guides, rollers, small structural components |
| Industrial machinery | Bushings, sealing parts, rollers, bearing-related components |
For medical PEEK parts, the supplier should know whether the part is only for prototype testing or for a more controlled medical use. For semiconductor PEEK components, cleanliness, chemical resistance, and material certification may be more important than cosmetic appearance.
That information should be shared early.
Why PEEK Is Harder to Machine Than It Looks
PEEK looks easy when it is sitting on the bench. It is a clean plastic stock, not a hard metal block. But that can be misleading.
The difficulty is not brute cutting force. The difficulty is control.
PEEK can move if too much material is removed from one side. Thin walls can deflect during clamping. Small holes can change size if heat builds up. A flat part can relax after machining if internal stress is not managed. Burrs can appear around small features if the tool is not sharp enough.
These are the problems that matter in tight tolerance PEEK machining.
A metal part may hold shape under clamping better. A cheaper plastic may be less painful to scrap. PEEK sits in a more sensitive position: expensive material, engineering performance, and often tighter expectations.
The common issues are familiar to anyone who has machined precision plastics:
- burrs on small holes and edges
- tool marks from rubbing
- warpage after heavy material removal
- thin-wall deflection
- oversized or undersized threaded holes
- flatness change after unclamping
- cosmetic scratches during handling
Most of these problems can be reduced, but only if the process is planned properly.
Sharp Tools and Clean Cutting Are More Important Than Aggressive Cutting
PEEK does not need to be attacked like steel. It needs to be cut cleanly.
A sharp carbide tool is usually a good starting point. The tool should remove chips cleanly, not rub the surface. Rubbing creates heat, and heat makes precision harder to control.
For finishing, a dedicated tool is safer. A roughing cutter may still look usable, but it can leave tiny burrs or surface marks that are unacceptable on a precision plastic part.
A practical tooling approach:
| Operation | Practical Choice |
|---|---|
| Rough milling | Sharp carbide end mill with good chip evacuation |
| Finish milling | Dedicated finishing tool with clean cutting edge |
| Drilling | Sharp drill with controlled chip removal |
| Threading | Thread milling or careful tapping |
| Turning | Positive-rake sharp insert |
| Deburring | Light manual deburring, not aggressive scraping |
For CNC machining PEEK material, the goal is not maximum removal rate. The goal is a stable cut, low heat, clean edges, and repeatable dimensions.
For complex parts with several setups, precision machining becomes important because each setup can affect hole position, flatness, and final tolerance.
Heat Control Matters, Even Though PEEK Handles Heat in Use
This sounds strange at first: PEEK is selected because it resists heat, but heat during machining can still cause problems.
The issue is not that PEEK will melt easily in normal machining. The issue is local heat, stress, and dimensional movement. If the tool rubs, if chips do not leave the cut, or if the same area is machined too aggressively, the part may not stay as stable as expected.
Good PEEK machining usually means:
- avoid long tool dwell
- keep chips moving
- use enough feed to cut, not rub
- reduce heavy cuts on thin features
- support the part properly
- allow roughing and finishing to be separated
- inspect critical features after the part relaxes
Air blast is often useful for chip removal. Coolant may also be used, depending on the part and cleanliness requirements. For medical, electronic, or semiconductor applications, any coolant or cleaning process should be discussed before production.
Tolerances Should Be Tight Only Where They Matter
PEEK can be machined accurately, but it is still a plastic. It will not behave exactly like aluminum, stainless steel, or brass.
A stable block with short holes can hold tighter dimensions more easily than a thin frame with long slots. A small bushing may be easier to control than a large flat plate. A thick part with heavy pocketing may move after machining.
That is why PEEK machining tolerances should be applied carefully.
Instead of putting tight tolerance on every feature, mark only the features that affect assembly or function. Let non-critical surfaces use general tolerances. This keeps cost reasonable and helps the supplier focus inspection on the correct areas.
Examples:
- bearing bore: tight tolerance
- mounting hole position: controlled tolerance
- outer cosmetic profile: standard tolerance
- non-contact pocket wall: general tolerance
- sealing face: surface finish and flatness required
- repeated thread: consider insert
For critical PEEK parts, quality control should include more than overall dimensions. Hole size, flatness, edge burrs, thread quality, and surface condition all matter.
Annealing Should Be Discussed for Precision PEEK Parts
Annealing is not required for every PEEK part, but it can matter for precision work.
If the part has a large amount of material removed, thin walls, tight flatness, or high-temperature use, internal stress may become a problem. Annealing or stress relief can improve dimensional stability, but it adds time and cost.
It is worth discussing annealing when the part has:
- large flat surfaces
- thin walls
- heavy pocketing
- tight flatness requirements
- high-temperature service
- close tolerance after machining
- previous history of warpage
Do not assume annealing is included automatically. If it is required, write it in the drawing or RFQ. If you are not sure, ask the supplier whether it is recommended based on geometry and tolerance.
For high-precision custom PEEK parts, this conversation can prevent costly rework.
Design Details That Make PEEK Parts Easier to Machine
A well-designed PEEK part is not only easier to machine. It is more stable after machining.
The most common design mistake is making walls too thin because PEEK is “strong plastic.” Strength does not remove the problem of clamping pressure, tool deflection, or stress release.
Another mistake is adding sharp internal corners where a standard end mill cannot reach. This increases cost and may force smaller tools, longer machining time, and weaker corner geometry.
A better design usually includes:
- reasonable wall thickness
- larger internal radii
- enough tool access for pockets
- supported thin features
- controlled thread design
- inserts for repeated assembly
- clearly marked critical surfaces
- realistic surface finish requirements
For example, if a threaded hole will be assembled many times, a metal insert may be better than relying only on plastic threads. If a large flat plate must stay flat, the design may need thicker sections, stress relief, or staged machining.
This is the kind of DFM discussion that can reduce both cost and risk.
Surface Finish and Deburring Need Control
PEEK can have a good as-machined finish, but edge quality depends heavily on tool condition and machining strategy.
A dull tool may leave fine burrs. Aggressive deburring may change small features. A cosmetic surface may get scratched during handling if it is not protected. A sealing surface may need a finer finish than a general structural face.
For simple functional parts, an as-machined finish may be enough. For sliding, sealing, cosmetic, or clean-use parts, the finish should be specified clearly.
Boona surface finishing FAQ is relevant when PEEK parts need controlled deburring, polishing, or special handling.
The key is not to write “smooth finish” and hope the supplier understands. Say which surface matters and why.
What Drives the Cost of PEEK CNC Machining
PEEK machining cost is often higher than ordinary plastic machining, and material cost is only one part of it.
A small part can still be expensive if it has tight tolerance, thin walls, many small holes, threads, flatness requirements, or clean-use handling. A larger part can sometimes be more straightforward if the geometry is stable and tolerances are realistic.
The main cost drivers are:
| Cost Driver | Why It Matters |
|---|---|
| PEEK stock size | Raw material is expensive |
| Tight tolerances | More careful machining and inspection |
| Thin walls | More risk of deflection and scrap |
| Large flatness requirement | May need stress relief or staged machining |
| Small holes and threads | More tooling and inspection time |
| Annealing | Adds process time |
| Surface finish | Adds finishing and handling |
| Low quantity | Setup cost is spread across fewer parts |
| Certification or inspection report | Adds documentation and QC work |
The easiest way to reduce cost is not to choose a cheaper supplier blindly. It is to define the part clearly: material grade, true critical tolerances, surface finish, quantity, and application.
What to Send for a PEEK Machining Quote
A good quote request should make the application clear enough for the supplier to judge risk.
Send the 3D CAD file, but also send a 2D drawing if the part has critical features. Mark tolerances clearly. State the PEEK grade. Explain whether the part is for prototype testing, validation, or low-volume production.
A useful RFQ for custom PEEK CNC machined parts should include:
- 3D CAD file
- 2D drawing
- PEEK grade
- quantity
- critical dimensions
- flatness or surface finish requirements
- thread and insert requirements
- annealing requirement, if known
- working temperature
- chemical exposure
- cleanliness requirements
- inspection report or material certificate needs
For low-volume projects, low-volume manufacturing can help when the customer needs several real-material parts before making a larger production decision.
Final Thoughts
PEEK CNC machining is not just plastic machining with a more expensive material. It is a precision process for parts that usually have real engineering requirements.
PEEK is chosen because it can handle heat, chemicals, wear, insulation, and mechanical load better than many standard plastics. But to get reliable parts, the machining plan must control heat, stress, tool sharpness, workholding, burrs, and inspection.
For medical devices, semiconductor equipment, electronics, aerospace assemblies, and industrial machinery, high-precision custom PEEK parts can solve problems that cheaper plastics cannot. The best results come from a clear drawing, realistic tolerances, the right PEEK grade, and early DFM communication with the machining supplier.
FAQs
Why choose PEEK CNC machining instead of ordinary plastic machining?
PEEK CNC machining is used when ordinary plastics such as nylon, POM, or PTFE cannot meet the project requirements. PEEK offers better heat resistance, chemical resistance, strength, dimensional stability, and electrical insulation. It is often selected for medical devices, semiconductor equipment, aerospace parts, electronics fixtures, and other high-performance custom components.
Is PEEK difficult to machine?
Yes, PEEK is more demanding than many common plastics. The material is expensive, and precision can be affected by heat buildup, internal stress, clamping pressure, burrs, and thin-wall movement. For high-precision custom PEEK parts, sharp tools, stable workholding, proper chip control, and careful inspection are very important.
What tolerances can be achieved on CNC machined PEEK parts?
PEEK can hold tight tolerances on stable, well-supported features, but tolerance depends on part geometry, wall thickness, hole size, flatness requirements, and material condition. Thin walls, deep pockets, large flat plates, and heavy material removal can make tight tolerance PEEK machining more difficult. Critical tolerances should be clearly marked on the 2D drawing.
Does PEEK need annealing before or after CNC machining?
Not every PEEK part needs annealing, but it may be useful for precision parts with heavy material removal, thin walls, large flat surfaces, tight flatness requirements, or high-temperature use. Annealing can help reduce internal stress and improve dimensional stability, but it adds time and cost. The requirement should be discussed before machining.
What industries commonly use custom PEEK CNC machined parts?
Custom PEEK CNC machined parts are commonly used in medical devices, semiconductor equipment, aerospace assemblies, electronics, robotics, automotive systems, and industrial machinery. Typical parts include insulating blocks, wafer handling fixtures, test sockets, bushings, guides, rollers, sealing parts, and high-temperature plastic components.
What information should I provide for a PEEK CNC machining quote?
For a faster and more accurate quote, provide a 3D CAD file, 2D drawing, PEEK grade, quantity, critical tolerances, surface finish requirements, thread or insert requirements, annealing needs, working temperature, chemical exposure, cleanliness requirements, and inspection or material certificate needs. It also helps to explain whether the part is for prototype testing, validation, or low-volume production.


