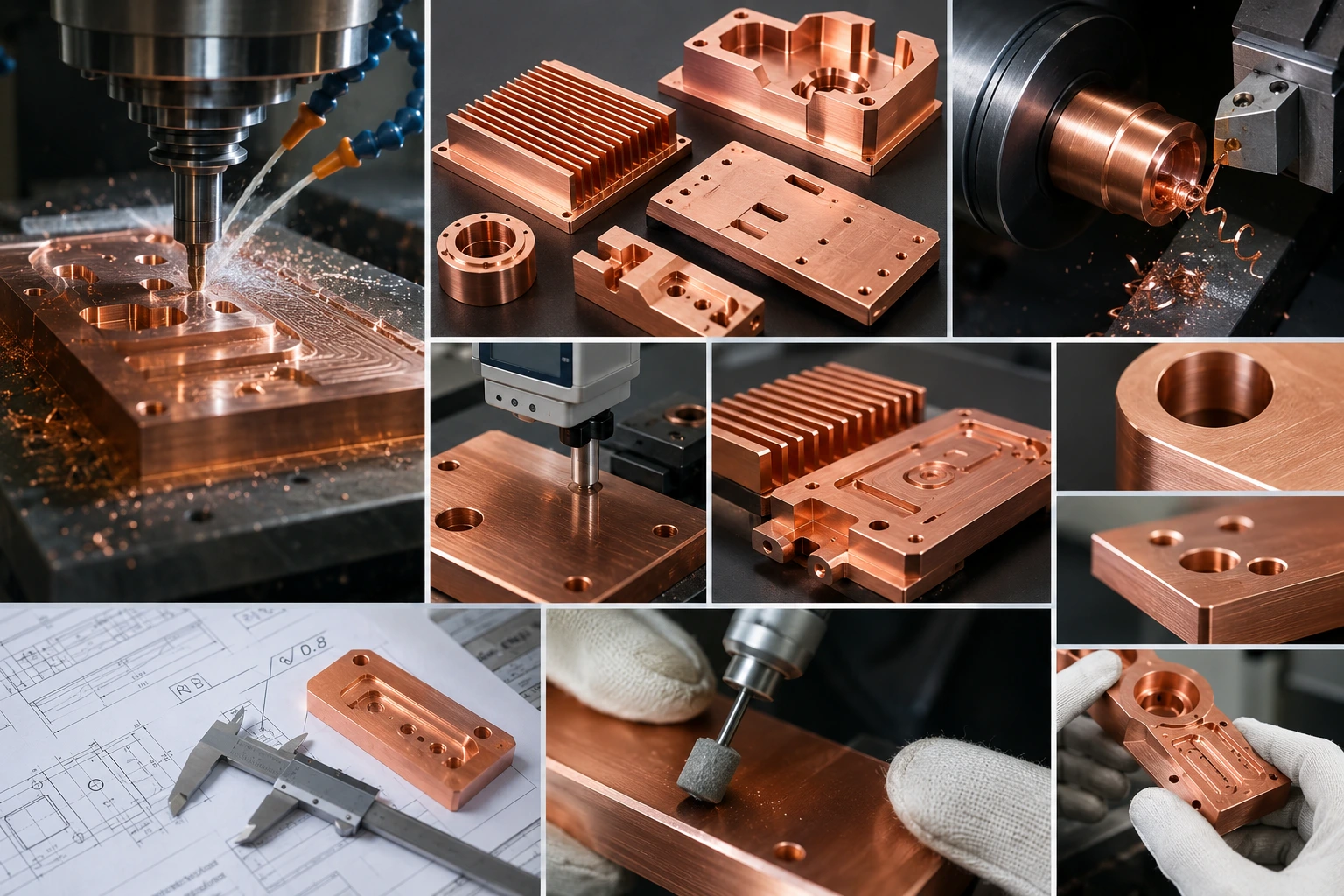
A customer drawing may only show one short note: Ra 0.8.
On paper, it looks simple. In the shop, it is not that simple, especially when the material is pure copper.
Soft copper does not behave like aluminum. It does not always cut cleanly. It can smear under the tool, drag chips across the finished face, form burrs around holes, and pick up tiny scratches during deburring. Sometimes the surface looks bright and shiny, but when you check it properly, the finish is not as consistent as expected.
That is why achieving Ra 0.8 surface finish on copper parts is not just about slowing down the machine or adding one fine finishing pass. It has to be planned from roughing, tool selection, coolant direction, finishing allowance, deburring, polishing, and inspection.
For parts such as copper heatsinks, EV connectors, cold plates, busbars, RF components, copper electrodes, and thermal contact blocks, this surface finish can matter for more than appearance. It may affect thermal contact, electrical contact, sealing, assembly, or product quality.
If you are designing or sourcing custom copper CNC machining, the best time to think about Ra 0.8 is before the part goes to the machine, not after the first sample fails inspection.
What Ra 0.8 Really Means for a Copper Part
Ra is a surface roughness value. Ra 0.8 μm means the average surface roughness is relatively fine for a machined part. It is smoother than a general CNC finish, but it is not automatically a mirror finish.
For many copper parts, Ra 0.8 is used on specific functional areas: a flat face that touches a heat source, a contact pad that carries current, a sealing face on a cold plate, or a visible precision surface that needs a cleaner appearance.
The mistake is to write “Ra 0.8 all over” when only one or two faces really need it. That makes the part more expensive and harder to inspect. It may also create confusion, because some internal pockets, holes, or side walls may be difficult to finish to that level without extra polishing or process changes.
A more practical way to specify the finish is:
| Surface Area | Does It Usually Need Ra 0.8? | Comment |
|---|---|---|
| Thermal contact face | Yes | Important for heat transfer and flat contact |
| Electrical contact area | Often yes | Helps with consistent mating surface |
| Sealing face | Often yes | Usually needs both roughness and flatness control |
| Non-contact side wall | Usually no | Standard machined finish is often enough |
| Internal pocket wall | Case by case | Harder to finish and inspect |
| Cosmetic copper face | Depends | May need polishing, not only CNC finishing |
A clear drawing helps both sides. The supplier knows which faces to protect, and the customer avoids paying for unnecessary finishing on non-critical areas.
Why Pure Copper Is So Easy to Scratch and Smear
Pure copper is soft, ductile, and sticky. That is the reason it is useful in electrical and thermal applications, but it is also why it is difficult to machine smoothly.
When a cutter is not sharp enough, copper may not shear cleanly. It can push, smear, or stick to the cutting edge. Once copper builds up on the tool, the tool is no longer cutting with its original edge. The finish can change quickly from clean to cloudy or streaked.
The other problem is chips. Copper chips can be long and stringy. If they stay in the cutting area, they can drag across a surface that was already finished. One loose chip can leave a visible scratch on a contact face.
For pure copper CNC machining surface finish, the usual problems are:
- smeared surfaces from dull tools or rubbing
- fine scratches from chip recutting
- burrs around holes, slots, and edges
- built-up edge on the cutter
- surface changes between the first part and the tenth part
- over-polishing that hurts flatness or dimensions
This is why a good copper finish depends on the whole process, not one final operation.
Start With the Right Tool Condition
For Ra 0.8 copper surfaces, the finishing tool should be clean, sharp, and preferably dedicated to finishing.
A worn roughing tool should not be used on a critical contact face. Even if it still cuts material, it may carry tiny copper deposits on the edge. Those deposits are enough to leave marks.
For milling copper, polished carbide tools designed for non-ferrous materials are usually a better starting point. For turning, a polished positive-rake insert is better than a heavy steel-cutting insert. In both cases, the tool should cut freely instead of pushing the material.
A practical tool setup may look like this:
| Operation | Tool Choice |
| Rough milling | Sharp 2-flute or 3-flute polished carbide end mill |
| Finish milling | New or dedicated finishing end mill |
| Face finishing | Polished non-ferrous face mill or finishing cutter |
| Turning finish | Positive-rake polished insert |
| Drilling before finish | Sharp carbide or parabolic drill |
| Chamfering | Sharp chamfer mill to control burrs |
DLC-coated or diamond-like tools can help reduce copper sticking, but coating is not a replacement for sharp geometry. A coated tool with a dull edge can still smear soft copper.
For related cutting parameter guidance, Boona article on C110 copper CNC speeds and feeds is a useful supporting page.
Do Not Let Roughing Damage the Final Surface
Many Ra 0.8 problems start before the final pass.
If roughing leaves deep marks, scratches the contact face, or pushes burrs into a critical edge, the finishing pass has to remove too much damage. That can create pressure, heat, and more marks.
The better method is to leave controlled stock for finishing. On a flat copper contact face, this may only be 0.05–0.20 mm. On a side wall or pocket floor, the allowance may be smaller. The exact value depends on tool size, rigidity, part thickness, and tolerance.
For delicate copper parts, the finishing allowance should be enough to clean the surface, but not so much that the finishing tool has to work like a roughing tool.
A simple shop rule works well: rough the shape, clear the chips, then finish the critical face with a clean tool and clean coolant flow.
The Final Pass Must Cut Cleanly
A finishing pass on copper should be light, but it should still cut.
If the feed is too light, the tool may rub instead of cutting. That can make the copper look shiny while actually smearing the surface. A real chip load, even a small one, usually gives a more stable finish than a tool that only polishes the top of the material.
For Ra 0.8 copper machining, a stable final pass usually needs:
- low runout
- short tool overhang
- rigid workholding
- clean coolant direction
- no chip recutting
- a sharp tool edge
- controlled finishing stock
- no aggressive hand deburring afterward
For flat contact faces, climb milling or a controlled face-milling pass often gives better results. For turned copper parts, a polished positive-rake insert with the right nose radius can improve finish, but feed must still be matched to the required surface.
Boona precision CNC machining services are relevant for this type of work because Ra 0.8 is not only a surface requirement. It often comes together with flatness, dimensional tolerance, and inspection needs.
Coolant and Chip Control Protect the Finish
Coolant is not just cooling in copper machining. It is also surface protection.
If coolant misses the cutting edge, chips stay near the tool. If chips stay near the tool, they can be recut or dragged across the finished face. This is one of the most common reasons a copper surface fails visually even when the toolpath looks correct.
For open milling, an air blast can help keep chips away. For pockets, flood coolant may work better if it is aimed correctly. For holes or grooves, chip evacuation becomes even more important.
A finished copper surface should not be exposed to loose chips longer than necessary. When the contact face is critical, it is worth stopping to clean the part before the final finishing pass.
This may sound slow, but it is usually faster than polishing out scratches later.
Deburring Can Ruin a Good Ra 0.8 Surface
Copper burrs are soft, but they are not always easy to remove cleanly.
If a worker uses an abrasive tool too aggressively, the burr may disappear, but the Ra 0.8 face may get scratched. If an edge is rounded by hand, the part may no longer match the drawing. If a sealing or contact face is touched carelessly, the finish may be lost after machining already succeeded.
The best deburring strategy is to prevent large burrs in the first place. Add small chamfers where the design allows. Use a programmed chamfer pass around holes and slots. Keep burrs away from critical surfaces.
For custom pure copper CNC parts, this is often the difference between a good sample and a frustrating rework job.
If Ra 0.8 is required on a face, that face should be protected during deburring, cleaning, and packaging.
When Polishing Is Needed
CNC machining alone can often reach Ra 0.8 on accessible copper surfaces if the setup is stable. But some parts still need polishing.
Polishing may be needed for visible copper faces, sealing areas, smooth thermal interfaces, plated contact surfaces, or customer-facing prototype parts.
The key is control. Polishing can improve roughness, but it can also affect flatness. A surface can become smoother but less flat. That is a problem for heat sinks, cold plates, EV connectors, and sealing faces.
Before polishing, the drawing should make clear whether the requirement is only Ra 0.8, or Ra 0.8 plus flatness. These are different requirements.
For example:
| Requirement | Meaning |
| Ra 0.8 only | Surface roughness is controlled |
| Flatness only | Surface form is controlled |
| Ra 0.8 + flatness | Both surface texture and surface form are controlled |
| Ra 0.8 after plating | Final coated surface must meet requirement |
| Ra 0.8 before plating | Base copper surface must meet requirement before finish |
If plating is required, confirm whether the finish is measured before or after plating. This is especially important for copper electrical contact parts.
How to Inspect Ra 0.8 Properly
A shiny copper face is not proof of Ra 0.8.
The correct way is to use a surface roughness tester or profilometer. The measurement should be taken on the surface that is actually specified, in the correct direction, and after the final machining or finishing step.
For critical copper parts, roughness is only one part of inspection. The supplier may also need to check:
- flatness
- burr level
- visual scratches
- edge condition
- critical dimensions
- surface condition after plating
- packaging protection for finished faces
Boona quality control page fits naturally here because smooth copper parts often need both measurement and visual review before shipment.
How to Write a Better RFQ for Ra 0.8 Copper Parts
The fastest way to get a useful quote is to be specific.
Instead of saying “smooth finish,” mark the exact faces that need Ra 0.8. If flatness matters, write the flatness requirement separately. If polishing is allowed, say so. If plating is required, state whether Ra 0.8 is needed before or after plating.
A good RFQ should include:
- 3D CAD file
- 2D drawing
- copper grade, such as C101 or C110
- exact Ra 0.8 surfaces
- flatness requirement, if any
- plating or polishing requirement
- quantity
- functional purpose of the surface
- inspection report requirement
The supplier does not need every detail of your product, but knowing whether the surface is for thermal contact, electrical contact, sealing, or appearance helps them choose the right process.
For prototype or low-volume work, low-volume manufacturing services can also help when the surface finish needs to be repeated across more than one sample.
Final Thoughts
Achieving Ra 0.8 surface finish on soft pure copper parts is possible, but it should be treated as a process requirement, not a simple note added at the end of a drawing.
The most important steps are clear: use sharp tools, leave proper finishing stock, keep chips away from the finished face, avoid rubbing, control deburring, and inspect the surface properly. If polishing or plating is involved, define when and where the roughness requirement applies.
For copper heatsinks, EV connectors, cold plates, busbars, RF components, and precision plates, a well-planned Ra 0.8 finish can improve more than appearance. It can support better contact, cleaner assembly, and more reliable part performance.
For projects that need custom copper CNC machining, clear surface finish requirements help reduce rework, avoid overpricing, and make the finished copper parts easier to inspect.
FAQs
Can pure copper CNC machining achieve Ra 0.8 surface finish?
Yes. Pure copper CNC machining can achieve Ra 0.8 surface finish, but it usually requires sharp tools, stable workholding, proper finishing stock, good chip control, and careful deburring. Because pure copper is soft and gummy, the final surface can easily be damaged by rubbing, chip recutting, or aggressive polishing.
Why is soft pure copper difficult to finish smoothly?
Soft pure copper tends to smear instead of cutting cleanly when the tool is dull or the feed is too light. It can also form built-up edge on the cutter and create burrs around holes and edges. These issues make C110 copper surface finish more difficult than many aluminum or brass parts.
Which surfaces should be specified as Ra 0.8 on copper parts?
Ra 0.8 should be used only on surfaces that truly need a fine finish, such as thermal contact faces, electrical contact pads, sealing faces, RF mating areas, and visible precision surfaces. Specifying Ra 0.8 on every surface can increase machining cost and may be unnecessary for non-contact areas.
Is polishing always required to reach Ra 0.8 on pure copper?
Not always. A stable CNC finishing pass can often achieve Ra 0.8 on pure copper parts, especially on accessible flat surfaces. Polishing may be needed for cosmetic faces, sealing surfaces, or parts that require a cleaner visual finish. However, polishing must be controlled because it can affect flatness and dimensions.
How should Ra 0.8 be inspected on copper machined parts?
Ra 0.8 should be checked with a surface roughness tester or profilometer on the specified surface. For functional copper parts, inspection should also include flatness, burrs, scratches, edge condition, and critical dimensions. A shiny copper surface does not always mean the part meets the required roughness value.
What should I include when requesting a quote for Ra 0.8 copper parts?
To quote Ra 0.8 surface finish copper parts accurately, provide a 3D CAD file, 2D drawing, copper grade such as C101 or C110, exact surfaces requiring Ra 0.8, flatness requirements, polishing or plating needs, quantity, and inspection report requirements. It also helps to explain whether the surface is used for thermal contact, electrical contact, sealing, or appearance.


