In today’s fast-iterating manufacturing industry, the speed at which a product moves from concept to market often determines a company’s success or failure. Finding a manufacturing partner who can guarantee micron-level precision while offering incredibly fast delivery cycles is the core demand of every hardware engineer and procurement manager. At this crucial stage, choosing high-quality custom CNC machining services from China becomes the most cost-effective and efficient strategic decision.
As an industry pioneer deeply rooted in the manufacturing sector, Boona Prototypes, established in 2004, is more than just an overseas contract manufacturer; we are a comprehensive engineering and technical support partner dedicated to bringing your complex products to life.
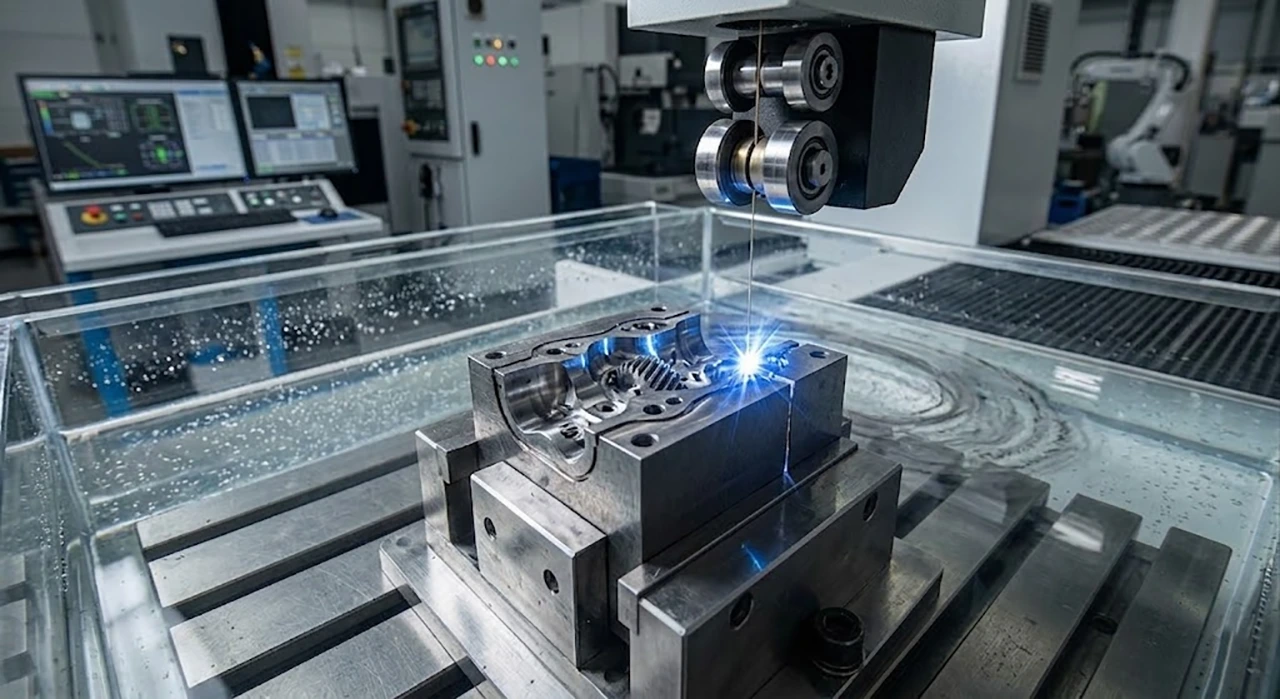
Why Does Complex Hardware Development Rely on High-Precision CNC Machining?
During the initial prototyping phase and subsequent low-volume trial runs, components must undergo extremely rigorous physical and functional testing. Traditional manufacturing methods either incur exorbitant upfront tooling costs or fail to meet the stringent tolerance requirements of modern industry. Utilizing advanced precision 5 axis CNC machining technology easily handles complex geometries in metals and plastics for aerospace or medical devices, while ensuring superior surface finishes (such as the standard 125 Ra or better) and exceptional material structural integrity.
After reviewing tens of thousands of CAD drawings, our engineering team has found that many project delays and budget overruns stem from the inadequate equipment capabilities of original suppliers. At Boona, equipped with top-tier 3-axis, 4-axis, and 5-axis CNC machining centers, we can complete rapid prototype CNC machining services with lightning-fast delivery in just 3 business days, completely eliminating long waiting periods.
Speaking with Real Data: Our CNC Machining Parameters and Tolerance Standards
When evaluating the true capabilities of a CNC turning and milling parts supplier, hard technical specifications and equipment parameters are the most direct proof. An excellent supplier adhering to Google’s E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) principles must provide clients with transparent and verifiable machining boundary data.
To help engineers have a clear understanding during the early design phase (DFM stage), we have compiled the core specifications and tolerance table of our CNC Machining Service:
| Machining Parameter / Feature | Specific Value / Range |
| Maximum Part Size (Milling) | 4000 mm × 1500 mm × 600 mm |
| Maximum Part Size (Turning) | 200 mm × 500 mm |
| Minimum Feature Size | Φ 0.50 mm |
| Standard Linear Dimension | ±0.025 mm |
| Extreme Tolerances | Up to ±0.01 mm |
| Minimum Wall Thickness | 0.5 mm |
| Hole Diameters (Not Reamed) | ±0.02 mm |
| Standard Lead Time | As fast as 3 business days |
Senior Manufacturing Engineer Tip: For threaded holes with diameters between 1.5 mm and 5 mm, we recommend engineers design the tapping depth to be 3 times the hole diameter; for diameters 5 mm and above, a depth of 4 to 6 times the diameter ensures optimal assembly engagement.
A Bulletproof Quality Control System
Top-tier buyers and search engines alike are looking for manufacturing sources with genuine technical depth (Expertise) and industry credibility (Trustworthiness). Providing affordable machined prototypes and production parts absolutely does not mean we compromise on quality.
Boona Technology strictly adheres to the world’s highest level of industry production certifications, including ISO 9001:2015, ISO 13485:2016 (stringent quality management for medical devices), and IATF16949 (automotive industry quality standards). Internally, we have a dedicated quality control team of 20 senior quality engineers, equipped with cutting-edge testing equipment such as Coordinate Measuring Machines (CMM) and X-ray Fluorescence (XRF) analyzers. All shipped parts—whether aerospace grade titanium CNC parts (like Ti-6Al-4V) or medical-grade PEEK plastics—can be accompanied by complete Certificates of Analysis (COA) for material composition and First Article Inspection (FAI) reports for dimensional accuracy.
Seamless Transition from One-Off Prototypes to High-Volume Production
Many hardware startups and large multinational corporations are forced to frequently switch suppliers at different stages of the product lifecycle due to capacity bottlenecks. This introduces immense supply chain risks regarding intellectual property protection and quality consistency. Therefore, finding a center that can provide one-stop custom parts manufacturing solutions is crucial.
Not only are we highly proficient in low volume CNC machining production, but we can also leverage our robust supply chain network to seamlessly scale services to high-volume production, high-precision injection molding, industrial 3D printing (SLA, SLS, MJF), and customized surface finishing (such as hard anodizing, powder coating, electroless nickel plating, etc.). All these collaborations are built upon legally binding Non-Disclosure Agreements (NDAs) and 24/7 one-on-one engineering support.
Conclusion and Next Steps
Whether you are developing next-generation high-strength, lightweight industrial drone components or require flawless, high-precision metal parts for surgical instruments, choosing a mature and stable manufacturing partner is key to crossing the “valley of death” into product mass production. Through transparent communication mechanisms, stringent data parameter standards, and inquiry responses in as fast as 2 hours, Boona is dedicated to transforming the pain points in your development process into an accelerator for your product to rapidly capture the market.
Ready to turn the perfect design drawings on your screen into real industrial products? Visit the Boona Prototypes Official Website today to securely upload your 2D or 3D CAD files (supporting various formats like STEP/IGES). Our senior experts will immediately provide you with a free DFM (Design for Manufacturability) review and a highly competitive instant quote.
FAQs
Why is WEDM recommended over traditional CNC milling for tungsten alloys?
Tungsten and its heavy alloys possess extreme hardness and brittleness, which cause rapid wear on traditional carbide cutting tools and often lead to micro-fractures or chipping on the workpiece. Because WEDM is a non-contact process that uses electrical sparks to erode the material, it exerts zero mechanical cutting force on the part, completely eliminating the risk of chipping, warping, or tool breakage while easily slicing through the dense material.
What kind of tolerances can WEDM achieve on tungsten components?
Expert WEDM services utilizing state-of-the-art, multi-axis machines can achieve extremely tight tolerances on tungsten alloys, often holding dimensions to within $\pm 0.0001$ inches (approximately $\pm 0.0025$ mm). This high level of precision makes it the ideal method for critical aerospace, medical, and defense applications.
Does the heat from the EDM process cause thermal damage or micro-cracking in the tungsten?
When performed by an experienced operator using the correct parameters, the risk of thermal damage is negligible. While WEDM does use localized heat to melt and vaporize the material, the process is submerged in a dielectric fluid (typically deionized water). An expert will optimize the spark energy, wire speed, and flushing pressure specifically for dense refractory metals like tungsten to ensure the heat-affected zone (HAZ) is microscopic and the structural integrity of the part remains intact.
What is the typical surface finish of a tungsten part after Wire EDM?
WEDM produces a very consistent, smooth, and burr-free surface finish. Depending on the number of “skim passes” (additional ultra-fine cuts made after the initial rough cut), the surface roughness can easily reach 16 Ra to 32 Ra microinches. For many industrial and medical applications, this finish is more than sufficient and eliminates the need for secondary grinding or polishing operations.
Can WEDM handle complex geometries and internal features in tungsten?
Yes, this is one of WEDM’s primary advantages. It can easily cut intricate profiles, sharp internal corners (limited only by the radius of the wire, which can be as thin as 0.004 inches), narrow slots, and extremely steep tapers that would be impossible to machine with traditional end mills or drills.
Is WEDM cost-effective for large production runs of tungsten parts?
WEDM is traditionally a slower process compared to high-speed milling. However, when working with tungsten, the cost equation shifts. Because traditional machining of tungsten involves excessive tool replacement costs, high scrap rates from chipped parts, and significant downtime, WEDM often becomes the most cost-effective method for both prototyping and low-to-medium volume production. For extremely high volumes, WEDM is sometimes used alongside other methods (like stamping or powder metallurgy) for final precision finishing.
Are there any limitations on the thickness of tungsten that can be wire cut?
The primary limitation is the Z-axis height capacity of the specific WEDM machine being used and the ability to maintain adequate flushing of the dielectric fluid deep within the cut. While flushing becomes more challenging in very thick, dense materials like tungsten, specialized machines can successfully cut tungsten blocks that are several inches thick while maintaining a straight, accurate profile.


