In the realm of precision manufacturing, pure copper is often described as the “gold standard” for performance but a “nightmare” for the unprepared machinist. As global demand surges for EVs, 5G infrastructure, and advanced power electronics, the ability to deliver high-quality CNC machining pure copper custom parts has become a critical differentiator for top-tier machine shops.
At BOONA Prototypes, we have spent over two decades refining our processes to handle the unique challenges of high-purity copper fabrication. This guide breaks down the technical parameters, material selection, and design strategies necessary to achieve excellence in copper machining.
Material Grades: Choosing Between C101 and C110
Not all copper is created equal. When your project requires precision copper machined components, the first decision is the alloy grade. Most industrial applications focus on two primary types:
-
C10100 (Oxygen-Free Electronic – OFE): 99.99% pure copper. It is essential for vacuum electronics and high-frequency applications where outgassing or hydrogen embrittlement is a concern.
-
C11000 (Electrolytic Tough Pitch – ETP): The most common grade, offering 100% IACS (International Annealed Copper Standard) conductivity. It is widely used for custom electrical busbars and general conductive components.
Technical Comparison Table
| Property | C101 (Oxygen-Free) | C110 (ETP) | Impact on CNC Milling Copper Parts |
| Copper Purity | 99.99% min | 99.90% min | C101 is “gummier” and harder to chip. |
| Elec. Conductivity | 101% IACS | 100.1% IACS | Critical for high-efficiency power parts. |
| Thermal Conductivity | 391 W/m·K | 388 W/m·K | Best for custom copper heat sinks. |
| Machinability Rating | 20% | 20% | Requires specialized tool geometries. |
Overcoming the “Gummy” Challenge
The primary obstacle in machining C101 oxygen-free copper is its extreme ductility. Unlike aluminum, which chips cleanly, copper tends to “smear” or weld itself to the cutting tool. This leads to work hardening, where the surface becomes progressively harder to cut, often resulting in snapped tools and poor surface finishes.
To mitigate this, our CNC Machining Service utilizes:
-
High-Rake Tooling: Sharp cutting edges are mandatory to “shear” the material rather than plow it.
-
DLC (Diamond-Like Carbon) Coatings: These ultra-hard, low-friction coatings prevent the copper from sticking to the tool flutes.
-
Aggressive Chip Evacuation: High-pressure flood coolant is used to wash away the long, stringy chips characteristic of pure copper.
Optimized Machining Parameters
Achieving tight tolerances in complex CNC copper prototypes requires a careful balance of speeds and feeds. If the spindle speed is too high, heat builds up instantly; if the feed is too slow, the tool rubs and causes hardening.
Baseline Parameters for Pure Copper
| Parameter | Finishing Pass | Roughing Pass |
| Cutting Speed (Vc) | 120 – 180 m/min | 80 – 120 m/min |
| Feed per Tooth (fz) | 0.05 – 0.10 mm | 0.15 – 0.25 mm |
| Depth of Cut (Ap) | 0.2 – 0.5 mm | 1.0 – 3.0 mm |
Key Applications for Custom Copper Parts
Why go through the trouble of machining pure copper? Its physical properties are irreplaceable in several high-growth sectors:
-
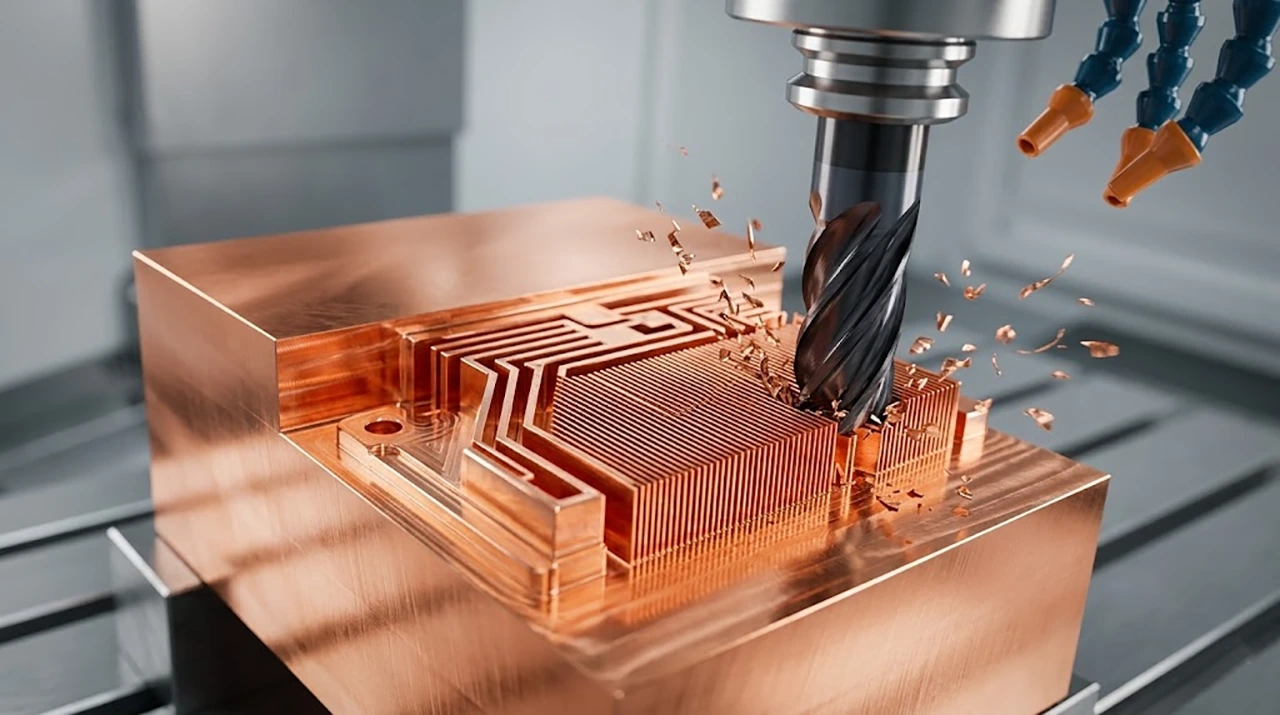
Thermal Management: Custom copper heat sinks and liquid cold plates are vital for cooling the next generation of AI servers and high-density battery packs.
-
Power Distribution: We specialize in Copper CNC Machining for busbars and connectors that require minimal resistance and maximum reliability.
-
Scientific Instruments: Non-magnetic and highly conductive components for MRI machines and particle accelerators.
Design for Manufacturability (DFM) Tips
To keep your copper rapid prototyping services cost-effective, keep these design rules in mind:
-
Avoid Deep, Narrow Slots: Copper chips are difficult to clear from deep pockets.
-
Radii Matter: Include generous internal corner radii to allow for larger, more rigid tools.
-
Thread with Care: Use form taps (roll taps) instead of cutting taps to create stronger, cleaner threads in soft copper.
Conclusion: Partnering for Precision
Manufacturing high-precision copper custom parts is a specialty that combines metallurgical knowledge with machining finesse. At BOONA, we take pride in helping engineers transform complex designs into high-performance realities.
Whether you are in the early stages of Rapid Prototyping or ready for small-batch production, our team provides the technical oversight needed to ensure your copper components perform exactly as designed.
Ready to get a quote for your next copper project? Contact us today to discuss your specific requirements.
FAQs
Why is pure copper considered more difficult to machine than brass or aluminum?
The difficulty lies in copper’s high ductility and “gummy” nature. Unlike brass, which chips away cleanly, pure copper tends to “smear” across the cutting tool. This often results in built-up edge (BUE), where the material welds itself to the tool flute, destroying the surface finish and leading to rapid tool wear. Mastery of high-purity copper fabrication requires specific specialized speeds, feeds, and sharp tooling to “shear” the metal rather than push it.
Should I choose C101 or C110 for my custom parts?
It depends on your application’s environment:
-
Choose C101 (Oxygen-Free): If your parts are for high-vacuum applications, medical imaging, or require hydrogen brazing. It has the highest purity (99.99%) and prevents hydrogen embrittlement.
-
Choose C110 (ETP): For general electrical components, custom electrical busbars, and heat sinks where maximum electrical conductivity is needed but extreme vacuum stability is not required.
How do you achieve a high-quality surface finish on copper parts?
Achieving a mirror-like surface finish for copper parts requires a two-stage approach. First, we use DLC (Diamond-Like Carbon) coated tools to minimize friction during the CNC process. Second, because copper is so soft, manual or machine polishing is often necessary to remove the microscopic “flags” or burrs left by the cutting edge. For parts requiring oxidation resistance, we recommend post-processing like electroless nickel plating.
Can you tap small threads in pure copper components?
Yes, but traditional cutting taps often fail because the “gummy” material tears the thread peaks. For precision copper machined components, we typically use form taps (roll taps). Instead of cutting the metal, these tools displace the material to form the thread, resulting in a much stronger, cleaner thread with no internal chips to get stuck in the hole.
What are the best ways to reduce the cost of CNC copper parts?
To make your Copper CNC Machining projects more cost-effective:
-
Increase internal corner radii: This allows us to use larger, more rigid tools, which speeds up the machining process.
-
Minimize deep pockets: It is very difficult to evacuate stringy copper chips from deep holes, which increases the risk of tool breakage.
-
Consider Tellurium Copper (C145): If 85% conductivity is acceptable for your design, switching to C145 can reduce machining time by up to 50% because it chips like brass.
How does BOONA ensure the dimensional accuracy of complex copper prototypes?
Due to copper’s high thermal expansion coefficient, the material can “grow” or “shrink” during heavy machining. At BOONA Prototypes, we use high-pressure flood cooling to maintain a constant temperature at the cutting zone. Every high-precision copper custom part undergoes a stabilization period before final CMM (Coordinate Measuring Machine) inspection to ensure that the dimensions are accurate at room temperature.


