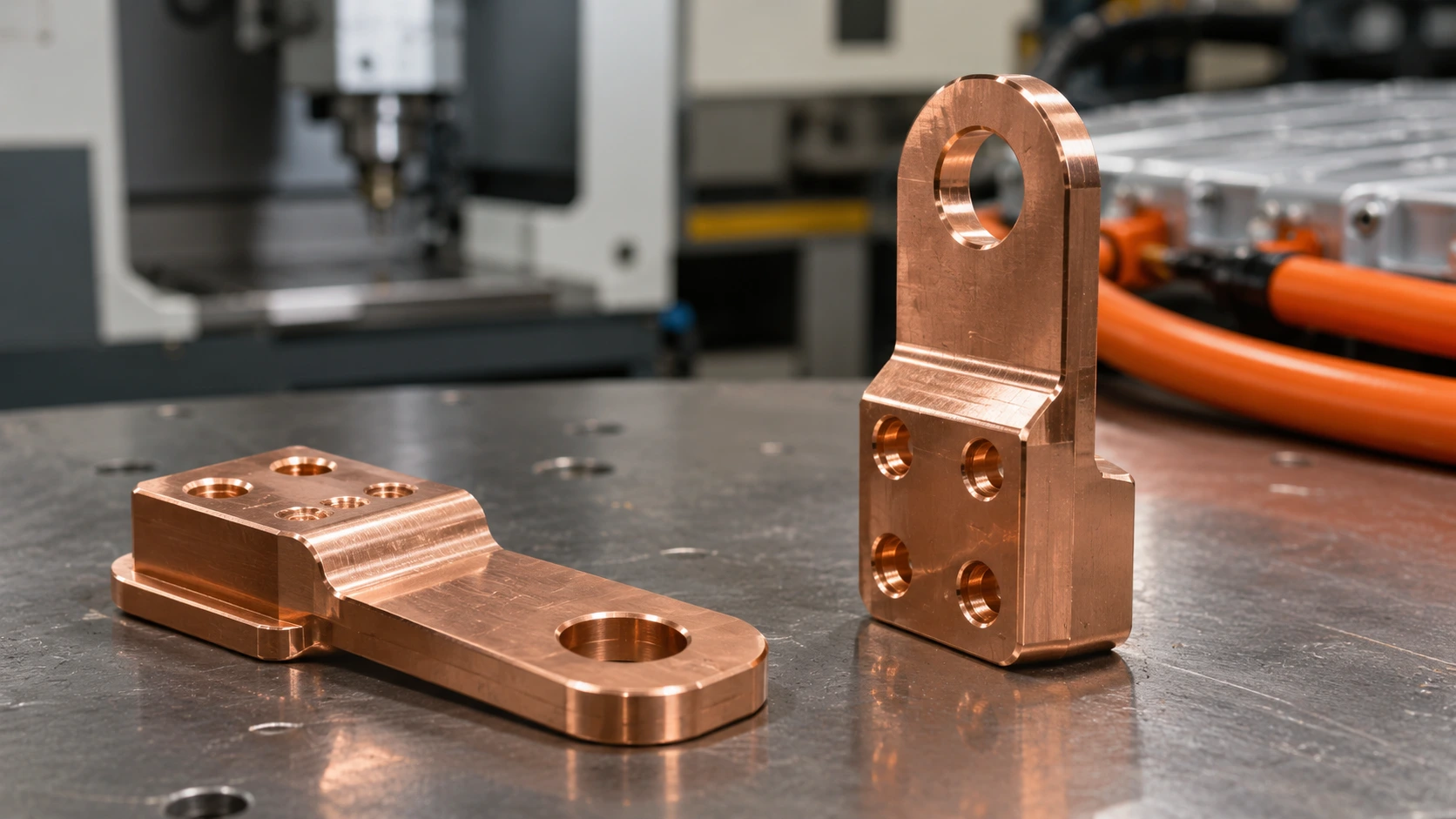
A machined copper EV connector may look like a small block, plate, terminal, or busbar link. At first glance, it does not seem complicated. There may be a few holes, a contact face, a slot, a threaded feature, and maybe a plated surface.
But in an EV battery pack, charging module, inverter, or power distribution unit, that part has to do real work.
It must carry current with low resistance. It must sit flat against the mating surface. It must clamp properly. It must not have burrs that interfere with assembly. If plating is required, the final dimensions still need to be correct after coating. That is why pure copper EV connectors are not just “copper parts.” They are precision electrical components.
This is also why CNC machining is so useful during EV connector development. Before a design is ready for stamping, forming, or mass production tooling, engineers often need machined samples to check fit, current path, contact area, mounting pattern, and assembly behavior.
For early-stage EV programs, custom copper CNC machining gives designers room to adjust the connector before the design is locked.
Why Pure Copper Is Used for EV Connectors
Pure copper is selected for EV connectors mainly because of conductivity. In high-current systems, small resistance losses can create heat, and heat is one of the things EV engineers work hard to control.
C110 copper is commonly used because it offers excellent electrical and thermal conductivity with good availability. C101 copper may be chosen when oxygen-free copper is required or when the project has stricter material requirements. In some connector designs, copper alloys may be used instead of pure copper when strength, wear resistance, or spring behavior matters more than maximum conductivity.
| Material | Typical Reason to Use It | Trade-Off |
|---|---|---|
| C110 copper | High-conductivity EV connectors, busbars, battery terminals | Soft and gummy when machined |
| C101 copper | Oxygen-free, high-purity electrical components | Usually higher cost and similar machining difficulty |
| Brass | Easier machining for lower-current components | Lower conductivity than pure copper |
| Copper alloys | Better strength or wear resistance | Conductivity may be lower than C110 or C101 |
For most C110 copper EV connector machining, the choice is a balance between conductivity, cost, availability, plating requirement, and final assembly conditions.
If the material is still undecided, Boona’s guide on C101 vs C110 copper machining is a useful reference for comparing copper grades for electrical parts.
Where CNC-Machined EV Copper Connectors Are Used
EV connector geometry depends heavily on the electrical layout. Some connectors are flat and simple. Others have stepped profiles, side holes, threaded inserts, milled pockets, slots, countersinks, or plating-controlled contact areas.
Common applications include:
| EV System | Typical Connector Role |
| Battery modules | Connect cell groups, modules, and busbar assemblies |
| Inverter systems | Carry current between the battery and power electronics |
| Fast charging modules | Support high-current charging paths |
| Power distribution units | Link major electrical routes inside the vehicle |
| Motor controllers | Provide stable power transfer to control systems |
| Grounding systems | Create reliable grounding and safety connections |
For prototype and pilot-build quantities, CNC machining is practical because it does not require a dedicated die. If one hole needs to move by 0.5 mm or the contact face needs to be widened, the CAD can be updated and the next machined sample can be produced quickly.
That flexibility is one reason EV teams use precision CNC machining services before committing to production tooling.
The Contact Face Is Usually the Most Important Feature
On a copper connector, the contact face deserves more attention than many drawings give it.
If the contact surface is uneven, scratched, burred, or poorly plated, current may not distribute evenly. The connector may still fit, but electrical performance can suffer. Local hot spots can also become a concern in high-current assemblies.
For high precision copper connectors, the drawing should clearly mark which faces are electrical contact surfaces. Those faces may need controlled flatness, smoother machining, better deburring, or protected handling after machining.
| Feature | Why It Matters |
| Contact face flatness | Helps create stable electrical contact and clamping |
| Surface finish | Affects contact quality and plating consistency |
| Hole position | Controls alignment and fastening pressure |
| Connector thickness | Affects stack-up in the EV assembly |
| Edge burrs | Can interfere with assembly or damage mating parts |
| Plating allowance | Changes final dimensions after finishing |
A common mistake is applying tight tolerance everywhere. That increases cost but does not always improve performance. A better drawing controls the features that matter: contact faces, mounting holes, thickness, slot width, and plated areas.
Design Details That Make Pure Copper Connectors Easier to Machine
Pure copper is soft and ductile. That is good for conductivity, but not always good for machining. It can smear under the cutter, create stringy chips, and form burrs around holes or thin edges.
A connector that looks fine in CAD may become expensive if it has sharp internal corners, narrow deep slots, holes too close to edges, or thin unsupported sections.
For CNC machining EV copper connectors, these design details help:
| Design Detail | Better Practice |
| Internal corners | Use the largest practical radius |
| Burr-sensitive edges | Add small chamfers where assembly allows |
| Deep slots | Avoid narrow, deep pockets if possible |
| Threaded holes | Do not make thread depth deeper than needed |
| Plated dimensions | Confirm whether tolerance is before or after plating |
| Thin copper arms | Add support or increase thickness when possible |
| Contact surfaces | Keep them accessible for finishing and inspection |
For example, a 0.3 mm chamfer can make deburring easier without changing the function of the connector. A slightly larger internal radius may allow a stronger tool and reduce machining time. These small design choices often have more impact on cost than buyers expect.
Boona’s page on CNC machining pure copper custom parts is relevant here because EV connectors share many of the same copper machining issues: gummy cutting, chip control, burrs, and surface protection.
Machining Pure Copper: The Real Challenge Is Burr and Surface Control
Pure copper is not difficult because it is hard. It is difficult because it is soft.
A dull tool can push the material instead of cutting it. A drill can pull long chips and leave burrs at the exit. A roughing tool can leave copper stuck to the cutting edge. If those problems happen on a non-critical surface, they may be manageable. If they happen on a contact face, hole edge, or plated feature, the part may need rework.
A good machining plan for pure copper CNC machined connectors usually includes:
| Machining Area | Practical Approach |
| Milling | Use sharp polished carbide tools and avoid chip packing |
| Contact face finishing | Use a clean finishing tool, not a worn roughing cutter |
| Drilling | Use sharp drills and control entry/exit burrs |
| Threading | Use proper lubrication; consider form taps or thread milling |
| Chamfering | Add controlled chamfers to reduce manual deburring |
| Cleaning | Remove chips and oil before plating or inspection |
| Handling | Protect contact surfaces from dents and scratches |
For C110 machining parameters, Boona’s article on C110 copper CNC speeds and feeds is a useful supporting page. The key point is not just speed. The tool must stay sharp, the chip must clear, and the finishing pass must protect the electrical surfaces.
Plating Needs to Be Planned Before Machining
Many EV copper connectors are plated. Tin, nickel, and silver are common options depending on the electrical requirement, corrosion environment, solderability, and cost.
The important point is simple: plating adds thickness.
If the drawing does not account for plating, the connector may pass machining inspection but fail final assembly after coating. This is especially important for slots, holes, thickness stack-ups, mating faces, and press-fit areas.
| Finish | Typical Use | Design Note |
| As-machined copper | Prototype testing and quick validation | Oxidation may occur over time |
| Tin plating | Solderability and oxidation resistance | Common for electrical copper parts |
| Nickel plating | Corrosion and wear resistance | Thickness must be controlled |
| Silver plating | High-performance electrical contact | Higher cost, used selectively |
| Anti-oxidation treatment | Short-term surface protection | Useful for handling and storage |
| Laser marking | Traceability | Avoid marking critical contact faces |
When requesting a quote for custom EV power connectors, tell the supplier whether the dimensions apply before or after plating. This small detail can prevent a lot of confusion later.
For finishing support, Boona’s surface finishing services page can be used as an internal reference.
Prototype, Validation, and Low-Volume EV Connector Production
EV connector development usually does not go straight from CAD to mass production. There are stages.
The first machined sample may only be used to check fit. The next version may test current path, clamping, plating, heat, or assembly. A pilot batch may need better inspection and repeatability because the parts are going into system-level testing.
| Stage | What the Connector Needs to Prove |
| Concept prototype | Shape, mounting position, and basic fit |
| Engineering sample | Contact face, hole accuracy, thickness, and assembly behavior |
| Validation batch | Repeatability, plating, inspection, and electrical performance |
| Pilot production | Stable process before larger production |
| Production transition | Cost optimization and manufacturability review |
For these stages, low-volume manufacturing is often useful. It allows EV teams to order a practical quantity of machined copper parts without committing too early to production tooling.
What Should Be Inspected Before Shipment?
For high-current copper connectors, inspection should not stop at overall size.
The contact face, burr level, plating thickness, and hole location can matter as much as the outside dimensions. If the connector has a critical electrical surface, it should be protected during deburring, cleaning, and packaging.
Important checks include:
| Inspection Item | Why It Matters |
| Material verification | Confirms the correct copper grade |
| Thickness | Controls electrical and mechanical stack-up |
| Contact face flatness | Helps maintain stable contact pressure |
| Hole position | Affects mounting and clamping |
| Slot width | Controls fit with busbars or terminals |
| Thread quality | Prevents assembly issues |
| Burr level | Protects mating parts and operators |
| Surface scratches | Important on electrical contact areas |
| Plating thickness | Affects final fit and performance |
| Visual condition | Catches dents, handling marks, or oxidation |
Boona’s quality control page fits naturally here because copper EV connectors need both dimensional inspection and surface-condition review.
How to Prepare a Better RFQ for EV Copper Connectors
A clear RFQ helps the supplier quote faster and reduces back-and-forth. It also helps protect the features that actually matter.
Send the following whenever possible:
| RFQ Information | Why It Helps |
| 3D CAD file | Defines geometry clearly |
| 2D drawing | Shows tolerances, threads, notes, and finish |
| Copper grade | Confirms C110, C101, or another material |
| Quantity | Affects setup and unit cost |
| Contact surface notes | Shows which faces need extra control |
| Plating requirement | Prevents dimension problems after coating |
| Critical dimensions | Helps supplier focus inspection |
| Burr requirements | Important for assembly and electrical safety |
| Prototype or production stage | Helps choose the right process plan |
| Inspection report needs | Clarifies QC scope before production |
If the part is used in a high-current path, include that context. The supplier may not need the full electrical design, but knowing which surfaces are contact surfaces helps prevent wrong assumptions.
Final Thoughts
Pure copper EV connectors are small parts with big responsibility. They need excellent conductivity, but they also need clean machining, flat contact faces, controlled burrs, accurate holes, and plating allowances that do not break the final fit.
CNC machining is a strong choice for high precision copper connectors during prototype, validation, and low-volume production because it gives engineers freedom to adjust the design quickly. But the drawing and machining plan must be realistic. Pure copper is soft, gummy, and easy to damage if the wrong tools or finishing steps are used.
For EV battery systems, charging modules, inverters, and power distribution assemblies, well-made CNC copper parts for electric vehicles can help reduce prototype risk and support more reliable electrical connections.
FAQs
Why is pure copper used for EV connectors?
Pure copper is used for EV connectors because it provides excellent electrical and thermal conductivity. In battery packs, inverters, charging modules, and power distribution units, low resistance helps reduce power loss and heat buildup. C110 copper is often selected for high-current connector parts, while C101 copper may be used when oxygen-free copper or higher purity is required.
Why choose CNC machining for pure copper EV connectors?
CNC machining is a good choice for pure copper EV connectors when the design requires precise holes, flat contact faces, slots, threads, or custom geometry. It is especially useful for EV prototypes, engineering samples, and low-volume production because design changes can be made quickly without investing in stamping dies or production tooling.
What are the main challenges when machining pure copper connectors?
The biggest challenges are burrs, tool sticking, long stringy chips, surface scratches, and built-up edge. Pure copper is soft and gummy, so it can smear instead of cutting cleanly. For EV connectors, these issues matter because burrs or poor surface finish on contact areas can affect assembly, plating quality, and electrical contact performance.
Why is contact face flatness important for EV copper connectors?
The contact face is where current passes between parts. If this surface is not flat or has raised burrs, scratches, or uneven tool marks, the connector may not clamp evenly. Poor contact can increase local resistance and heat. That is why high-current EV connectors often need controlled finishing, careful deburring, and inspection on key contact surfaces.
Should plating be considered before CNC machining EV connectors?
Yes. Plating should be planned before machining because coating thickness can change the final dimensions. Tin, nickel, silver, or anti-oxidation treatments may be used depending on conductivity, solderability, corrosion resistance, and application needs. For tight slots, holes, thickness stack-ups, or mating faces, the drawing should clearly state whether dimensions apply before or after plating.
What should I provide when requesting a quote for custom EV copper connectors?
For a faster and more accurate quote, provide the 3D CAD file, 2D drawing, copper grade, quantity, critical dimensions, contact face requirements, plating needs, burr requirements, and inspection report needs. It also helps to explain whether the part is for prototype testing, validation, or low-volume production. Clear information helps the supplier choose the right machining and inspection process.


